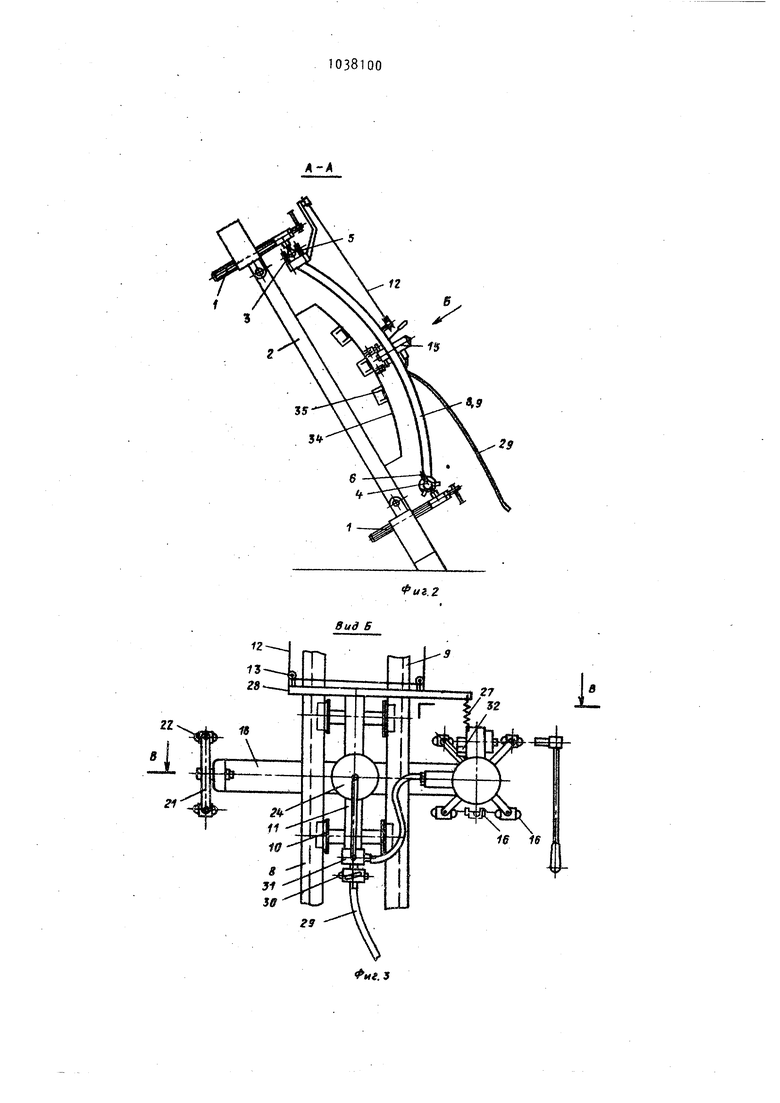
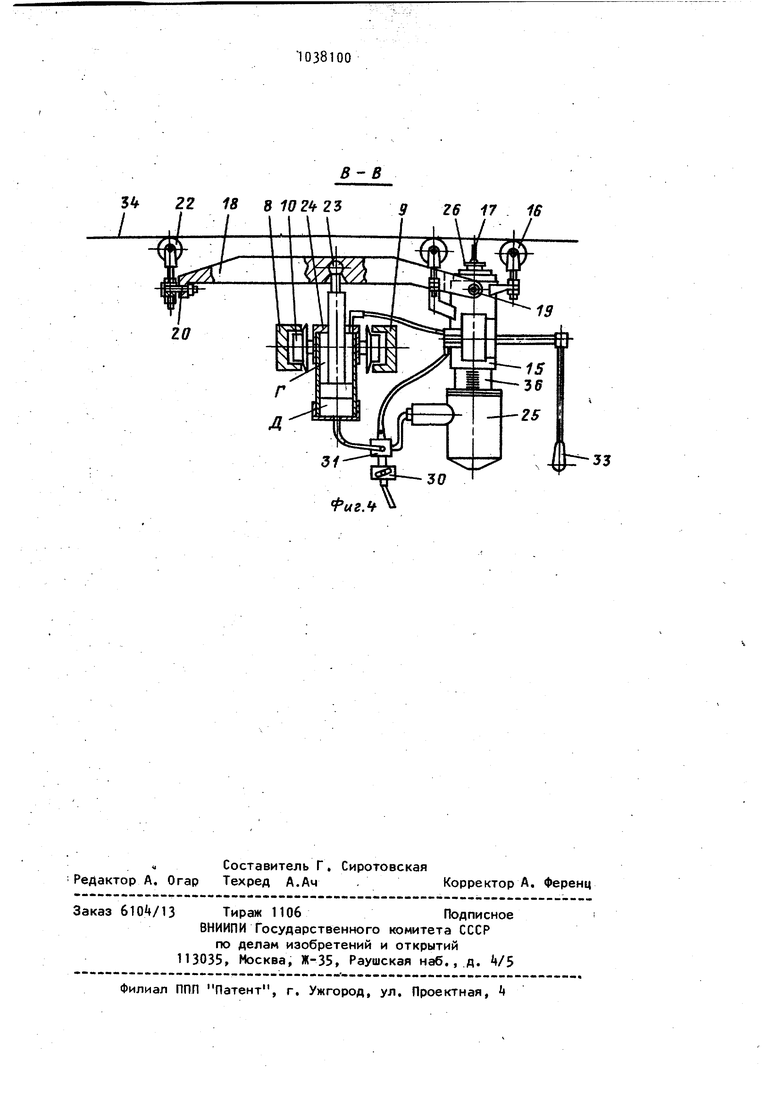
. l Изобретение относится .к обработке |металлов резанием, в частности к обработке панелей двойной кривизны. Известна сверлильно-зенковальная установка для обработки панелей двои ной кривизны, содержащая размещен- ную с возможно.стью перемещения на роликах каретку, несущую сверлильную головку, и механизм установки последней в рабочее положение, включающий упор, соединенный, посредством вилки и шарнирных звеньев с пневмоприводом lj. Недостатком известной установки является невозможность обеспечения непрерывного самоориентирования свер |Лильной головки при ее перемещении |по поверхности панели двойной кривизны, что снижает производительност установки. Цель изобретения - повышение производительности сверлильно-зенковаль ной установки. Поставленная цель достигается тем что сверлильно-зенковальная установк Для обработки панелей двойной кривизны, содержащая размещенную с возможностью перемещения на роликах каретку, несущую сверлильную головку, и механизм установки последней в рабочее положение, включающий упор, со диненный посредством вилки и шарнирных звеньев с пневмоприводом, снабжена размещенной с возможностью поворота на вилке траверсой с дополнительными упорами, криволинейными направляющими для перемещения головки и продольными направляющими для перемещения криволинейных направляющих посредством введенных в установку опор, одна из которых размещена с одной стороны криволинейных направляющих и внполнена в виде двух штырей, охватывающих продольную направляющую, а другие размещены с дру гой стороны криволинейных направляющих и выполнены в виде трех роликов, охватывающих продольную направляющую, причем шток привода установлен перпендикулярно горизонтальной оси роликов карет5КИо На фиг, 1 представлена предлагаемая установка, общий вид; на фиг.2 разрез А-А на фиг. 1; на фиг. 3 вид по стрелке Б на фиг. 2; на фиг. В-В на фиг. 3. бверлил ьно-зен ковал ьная установку содержит размещенные на винтах 1 на 002 Сборочном приспособлении 2 вдоль . обрабатываемой панели круглые направляющие 3 и t, установленные с возможностью изменения их положения относительно панели. По круглым направляющим перекатывается с помощью верхних 5 и нижних 6 роликов рама 7 имеющая кривые направляющие 8 и 9i ориентировочно соответствующие.обводу поперечной кривизны обрабатываемой панели. Верхние ролики 5 имеют форму круглых штырей и позволяют изменять расстояние между направляющими 3 и . Нижние ролики 6 установлены .на раме 7 по три с двух сторон и охватывают направляющую k под углами 120. В кривых направляющих 8 и 9 четырьмя роликами 10 установлена каретка 11, которая с помощью троса 12 и блочков 13 уравновешена балансиром 14. Корпус 15 сверлильно-зенковальной головки снабжен четырьмя катками 1б, контактирующими с поверхностью пане-ли. Катки 16 обеспечивают перпендикулярность сверлу-зенкеру 17 к поверхности панели. Прижимное устройство сверлильно-зенковальной головки к панели содержит вилку 18, охватывающую корпус 15 головки и соединенную с ним на уровне его оси осевым шарниром 19. На втором конце вилки на оси 20 установлена с возможностью поворота поперечная траверса 21 с двумя . катками 22, также контактирующими с поверхностью панели. На вилку 18 воздействует через встроенный шаровой шарнир 23 шток пневмоцилиндра 24, закрепленного на каретке 11. Пневмоцилиндр 2k имеет две камеры давления Г и Д. Рабочая гшрщадь камеры Г меньше площади камеры Д на сечение штока. Сверлильно-зенковальная головка имеет привод 25 вращения, закрепленный на пиноли, на которой установлен также на резьбе упор 26, ограничивающий глубину зенкованйя. Корпус 15 головки пружиной 27 соединен с кронштейном 28, установленным на каретке 11. Сверлильно-зенковальная установка работает от сети сжатого воздуха давлением 4-6.атм. Сжатый воздух по рукаву 23 подводится к крану 30, который соединен с четырехугольником 31, подающим воздух, на привод 25 вращения, в камеру Д пневмоцилиндра 24 и на золотниковый, переключатель 32, сблокированный с рукояткой 33 подачи .пиноли. Золотниковый переключатель 3 соединяет камеру Г пневмоцилиндра 2 с четырехугольником 31 или с атмосферой. Подача пиноли с приводом 25 вращения и шпинделем,.несущим сверло зенкер 17, осуществляетсявручную с помощью рукоятки 33 и реечной передачи. На чертежах обозначены также, обрабатываемая панель З двойной или тройной кривизны, её стрингер 35 .и пиноль 36 .сверлильно-зенковальной головки. Сверлильно-зенковальная установка работает следующим образом. Направляющие отверстия в стрингеpax вод я т наружу панели З умен шенным диаметром. При отсутствии направляющих отверстий производят разметку отверстий на поверхности панели, предварительно выполнив контрольные отверстия со стороны .стрингеров. С помощью винтов 1 направляющие 3 и k устанавливают так, чтобы кривые направляющие 8 и 9 рамы 7 ориентировочно соответствовали обводу попереч ной кривизны панели Каретку 11 cci сверлильно-зенковальной головкой устанавливают на выведенный наружу I панели ряд направляющих отверстий ряд размеченных.Краном 30 подают сжатый воздух в камеры Г и Д пневмоцилиндра 2k и на привод 25 вра щения. Корпус 15 головки четырьмя катками 16 и вилка 18 двумя катками 22 прижаты усилием, равным разнос ,ти усилий камер Д и Г к панели 3. Катки 16 обеспечивают перпендикулярность сверлу-зенкеру 17 к поверхности панели 3. Элементы прижимного уст ройства головки к панели - вилка 18, осевой шарнир 19, ось 20, два катка 22, шаровой шарнир 23 и пневмоцилиндр 2k - обеспечивают постоянный 004 контакт катков 16 головки с обрабатываемой панелью и позволяют перекатыjBaTb головку на катках 16 по панели, не нарушая перпендикулярности сверлазенкера 17 к ее повер/хности. При перекатывании вручную рамы 7 по направляющим 3 и (одновременно перекатываются головка катками 16 и прижимное устройство KaTKafw 22 по панег ли 3. Совмещают сверло-зенкер 17 с вйведенным (намеченным) отверстием в панели, рукояткой 33 через реечную передачу подают пиноль с упором 26 и шпинделем, несущим сверло-зенкер 17. Происходит рассверливание (сверление) выведенного (намеченного) отверстия в панели и стрингере с зенковднием до соприкосновения упора 26 с поверхностью панели 3. При этом сжатый воздух из камеры Г через золотниковый переключатель 32 стра ливается. Корпус 15 головки прижат к панели усилием камеры Д, превышающим усилие для сверления. При отводе сверла-зенкера 17 от панели сжатый воздух снова через золотниковый переключатель 32 поступает в камеру Г, в результате чего усилие прижима корпуса 15 головки к панели уменьшается.. Совмещают сверло-зенкер 17 со следующим выведенным отверстием, и цикл повторяют. Затем при стравленном давлении сжатого воздуха из камер Д и Г каретку 11 с прижимным устройством и головкой переставляют на следующий ряд отверстий. Повышение производительности предагаемой сверлильно-зенковальной усТановки обеспечивается благодаря самоориентированию головки на панелях войной и тройной кривизны в сборочом приспособлении..
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сверления отверстий в криволинейных поверхностях | 1986 |
|
SU1342620A1 |
| Установка для сверления отверстий в криволинейных поверхностях | 1981 |
|
SU952465A1 |
| Устройство для сверления | 1980 |
|
SU979029A1 |
| Устройство для сверления | 1986 |
|
SU1364408A2 |
| Сверлильно-зенковальная установка | 1985 |
|
SU1263439A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| Сверлильно-клепальное устройство | 1984 |
|
SU1255265A1 |
| Сверлильно-клепальный автомат | 1975 |
|
SU603479A1 |
| Устройство для сверления отверстий | 1981 |
|
SU992132A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
СВЕРЛИЛЬНО-ЗЕНКОВАЛЬНАЯ.УСТАНОВКА ДЛЯ ОБРАБОТКИ ПАНЕЛЕЙ ДВОЙНОЙ- КРИВИЗНЫ, содержащая размеи4енную с возможностью перемещения на роликах каретку, несущую сверлильную головку, и механизм установки последней в рабочее положение, включающий упор, соединенный посредством вилки и шарнирных звеньев с пневмоприводом, отличающаяся тем, что. с целью повышения производительности, она снабжена размещенной с возможностью поворота на вилке траверсой с дополнительными упорами, криволиней ными направляющими для перемещения головки и продольными направляющими для перемещения криволинейных направляющих посредством введенных в установку опор, одна из которых размещена с одной стороны криволинейных направляющих и внполнена в виде двух штырей,охватывающих продольную направляющую, а другие размещены с другой стороны криволинейных направляющих и выполнены в виде трех роликов, охватывающих продольную направляющую, § причем шток привода установлен перпендикулярно горизонтальной оси ро(Л ликов каретки. СА9 ЭО D
П
21
В- В 34 22 18 8 10 2 23 мг. 25 17 16
