С целью упрощения получения канавок «а внутренней поверХности толстостенных труб, предлагается способ обработки последних путём накатки роликами.
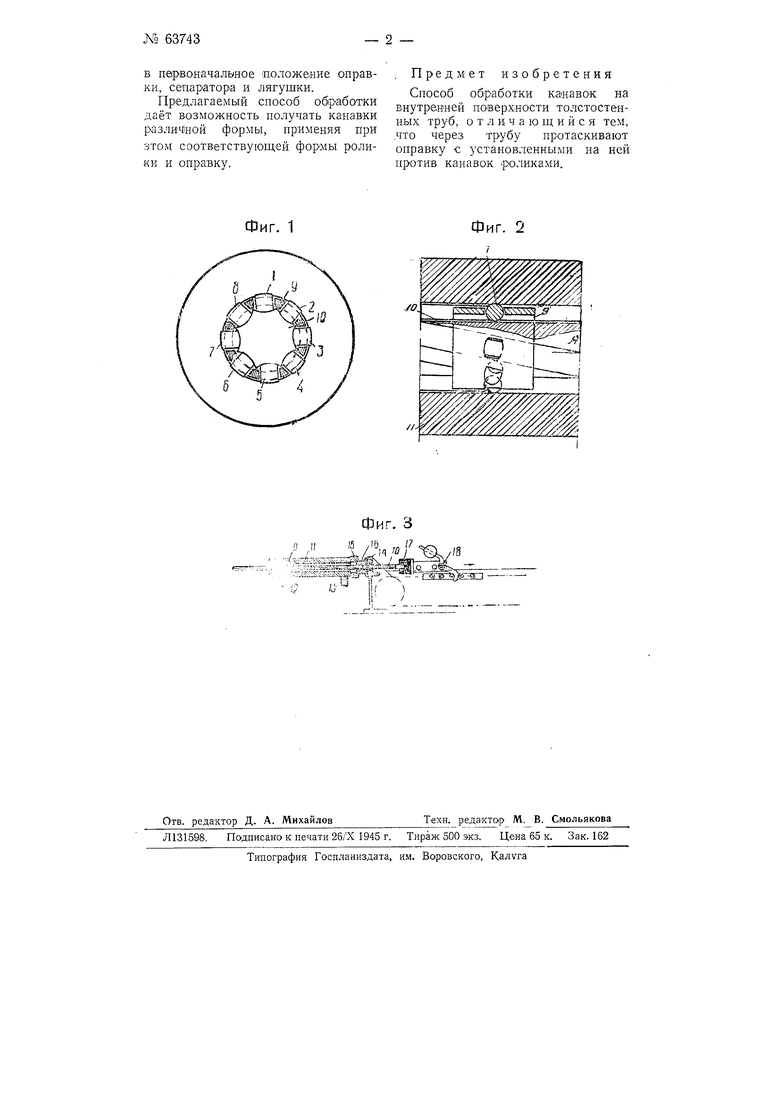
Чертёж поясняет применение способа, причём фиг. 1 изображает в виде спереди, а фиг. 2- в продольiiOM разрезе обрабатывающий ш;струмент, фиг. 3 изображает волочильный станок, используемый для осуществления способа.
Обрабатывающими инструментами являются ролики 1-8 (фиг. 1 и 2), помещённые в сепараторе 9. Число роликов и их длина соответствуют числу и щирине канавок. С помощью сепаратора 9 ролики удерживаются на оправке 10, по канавкам которой они могут катиться. Длина оправки 10 берётся в дватри раза больще длины обрабатываемой трубы.
При движении оправки 10 в направлении стрелки А 1ролики 1-8 будут катиться по внутренней поверхности трубы 11 и продавливать в ней канавки требуемой щирины и глубины. Для того чтобы при этом канавки в трубе получались по винтовым линиям, канавки на оправке 10 должны быть сделаны также
по винтовой линии с тем угло.м наклона, Оправка в зто сл}чае прп дв11же иш в направлении оси трубы иметь также и вращение.
Для осуществления отесанного способа могут быть с успехом исполЕ зова.ны цепные волочильные станки (ориг. 3).
Обрабатываемая труба 11 рчтспо.тагается ка центрирующих опор ах 12 и 13 перед волочильной доской 14, на которую она опирается через промежуточное кольцо 15 и гайку 16.
Передний конец оправки имее щарпковый упорный подщипник 17, корпус которого захватывается клещами лягущки 18. При движении последней в направлении стрелки оправка 10 будет перемещаться но оси трубы и при этом, благодаря неподвижной гайке 16, будет вращаться соответственно требуемой винтовой линпп обрабатываемых канавок.
Когда сепаратор 9 выйдет из трубы 11 « попадёт в кольцо 15, лягущка останавливается, и этим обработка канавок заканчивается. После этого происходит установка следующей трубы, а затем возврат
в первоначальное положение оправки, сепаратора и лягушки.
Предлагаемый способ обработки даёт возможность получать канавки различной формы, применяя при этом соответствующей формы ролики и оправку.
. Предмет изобретения
Способ обработки канавок на внутренней поверхности толстостенных труб, отличающийся тем, что через трубу протаскивают оправку € установленными на ней против канавок роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |
| ЛИНЕЙНЫЙ АКТУАТОР И ЛИНЕЙНЫЙ ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ | 2018 |
|
RU2700562C1 |
| ЖЕСТКАЯ МНОГОШАРИКОВАЯ РАСКАТКА | 2010 |
|
RU2456149C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| Устройство для изготовления труб с винтовым гофром | 1985 |
|
SU1282935A1 |
| Регулируемая раскатка | 1981 |
|
SU956255A2 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1983 |
|
SU1147473A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| Многороликовая раскатка | 1979 |
|
SU812541A1 |
//.
г i
. Jj
,
.лз
/J..
Фиг. 3
I/
