1
Изобретение относится к области механической обработки изделий из полимерных материалов и может быть использовано при получении гофрированных перфорированных труб.
Известно устройство для изготовления гофрированных перфорированных пластмассовых труб, включающее механизм подачи трубы в зону обработки и инструменты для перфорации, соединенные с приводом их перемещения и смещенные по оси трубы относительно друг друга 1.
В известном устройстве инструменты для перфорации расноложены в плоскости, проходящей через ось трубы, и при работе перемещаются радиально, причем одновременно по окружности на трубу воздействует один инструмент, сопротивление деформации при этом невелико и требуется значительное усилие для получения отверстия.
Цель изобретения - уменьшение усилия перфорирования.
Это достигается тем, что инструменты расположены симметрично относительно плоскости, проходящей через ось трубы и параллельно ей.
Каждый инструмент выполнен в виде гибкой полосы.
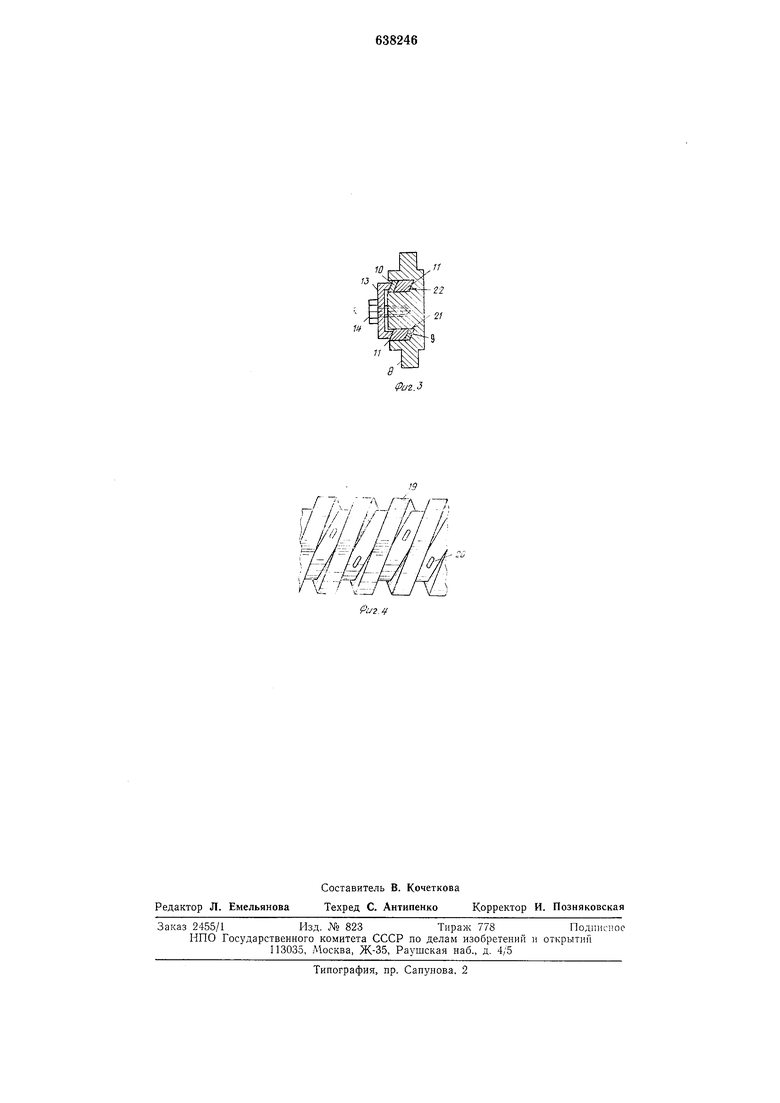
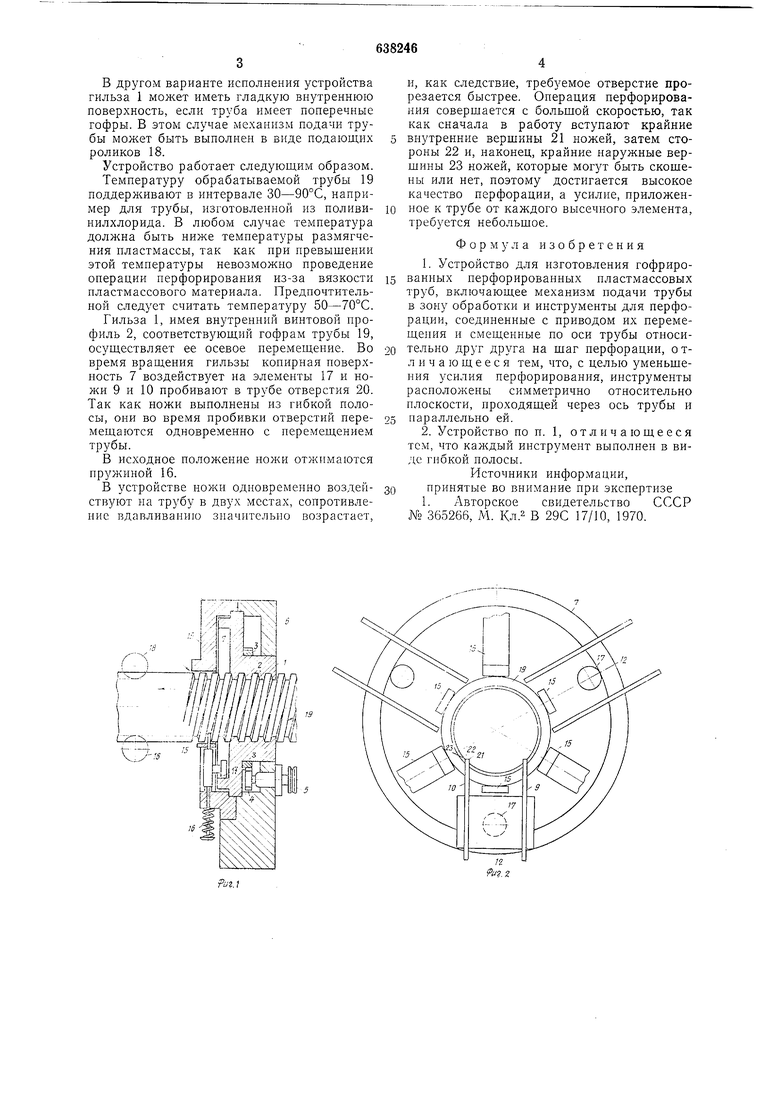
На фиг. 1 показано предлагаемое устройство в разрезе, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 показан узел креплен 1я инструмента для псрфсрацни; на фиг. 4 показана труба с полученными отверстиями.
Устройство имеет гильзу 1 с внутренни.м винтовым профилем 2, которая через шестерни 3 и 4 связана с приводом 5 ее вращения. Гильза 1 расположена в неподвижном кольце 6, имеющем копирную поверхность 7. В неподвижном кольце 6 расноложены держатели 8, в каждом из которых закреплено но два инструмента, вьиюлненных в виде ножей 9 и 10, нричем расположены со смещением относительно друг друга при иомощп дистанционных элементов 11 на шаг перфорации симметрично относительно плоскости 12, проходящей через
ось трубы, и параллельно ей. закреплены в держателях 8 прижимами 13 и винтом 14. Для доиолнительной опоры держателей 8 в устройстве использованы направляющие 15, состоящие из удлиненных полос,
соединенных в нескольких местах. Держатели подпруж шены пружиной 16 и имеют элемент 17, контактирующий с копирной поверхностью 7.
В другом варианте исполнения устройства гильза 1 может иметь гладкую внутреннюю поверхность, если труба имеет поперечные гофры. В этом случае механизм подачи трубы может быть выполнен в виде подающих роликов 18.
Устройство работает следующим образом.
Температуру обрабатываемой трубы 19 поддерживают в интервале 30-90°С, например для трубы, изготовленной из поливинилхлорида. В любом случае температура должна быть ниже температуры размягчения пластмассы, так как при нревышении этой температуры невозможно проведение операции перфорирования из-за вязкости пластмассового материала. Предпочтительной следует считать температуру 50-70°С.
Гильза 1, имея внутренний винтовой профиль 2, соответствующий гофрам трубы 19, осуществляет ее осевое перемещение. Во время вращения гильзы копирная поверхность 7 воздействует на элементы 17 и ножи 9 и 10 пробивают в трубе отверстия 20. Так как ножи выполнены из гибкой полосы, они во время пробивки отверстий перемещаются одновременно с перемещением трубы.
В исходное положение ножи отжимаются пружиной 16.
В устройстве ножи одновременно воздействуют на трубу в двух местах, сопротивлеиие вдавливанию значительно возрастает.
и, как следствие, требуемое отверстие прорезается быстрее. Операция перфорирования совершается с большой скоростью, так как сначала в работу вступают крайние внзтренние верщины 21 ножей, затем стороны 22 и, наконец, крайние наружные вершины 23 ножей, которые могут быть скошены или нет, поэтому достигается высокое качество перфорации, а усилие, приложенное к трубе от каждого высечного элемента, требуется небольшое.
Формула изобретения
1.Устройство для изготовления гофрированных перфорированных пластмассовых
труб, включающее механизм подачи трубы в зону обработки и инструменты для перфорации, соединенные с приводом их перемещения и смещенные по оси трубы относительно друг друга на шаг перфорации, отличающееся тем, что, с целью уменьшения усилия перфорирования, инструменты расиоложены симметрично относительно нлоскости, проходящей через ось трубы и
параллельно ей.
2.Устройство по п. 1, отличающееся тем, что каждый инструмент выполнен в виде гибкой полосы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 365266, М. Кл.2 В 29С 17/10, 1970.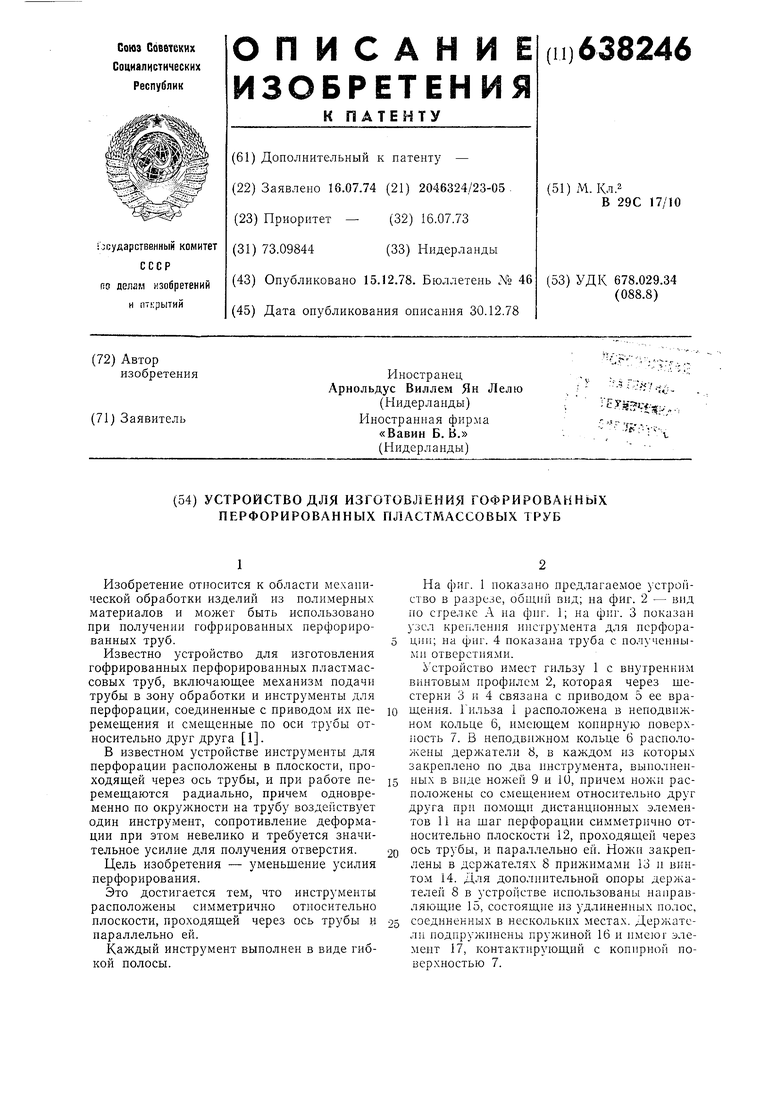
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных дренажных труб из полимерных материалов | 1985 |
|
SU1279840A1 |
| Устройство для перфорации труб | 1981 |
|
SU1016186A1 |
| Установка для изготовления гофрированных перфорированных труб | 1980 |
|
SU910427A1 |
| Устройство для перфорирования гофрированных пластмассовых труб | 1982 |
|
SU1090573A1 |
| Устройство для изготовления перфорированных труб | 1982 |
|
SU1057297A1 |
| Устройство для формования труб из профилированной пластмассовой ленты | 1981 |
|
SU960033A2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПЕРФОРИРОВАНИЯ И РАСТЯГИВАНИЯ ПОЛОТНА | 2013 |
|
RU2604586C2 |
| Гофрированный и перфорированный тонколистовой материал | 2013 |
|
RU2628858C2 |
| МАШИНА И СПОСОБ ДЛЯ ГОФРИРОВАНИЯ СПИРАЛЕШОВНОЙ ТРУБЫ (ВАРИАНТЫ) | 2000 |
|
RU2250807C2 |
| УСТРОЙСТВО И КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2012 |
|
RU2591145C2 |