со о
ел
со
Изобретение относится к обработке полимерных материалов и может быть использовано при изготовлении дренажных гофрированных труб.
Известно устройство для перфорирования гофрированных пластмассовых труб, содержащее полую оправку для направления трубы, рабочий инструмент, несущий палеи, взаимодействующий с фигурным пазом кулачкового диска, охватывающего полую оправку, соединенного с приводной inecTepней, и механизм гюдачи трубы, кинематически связанный с кулачковым валом 1|.
Наиболее близким к изобретению по совокупности существенных признаков и достигаемому эффекту является устройство для перфорирования гофрированных пластмассовых труб, содержащее 1юлую оправку для направления трубы, привод и кинематически связанные с ним инструмент для перфорирования, установленный с возможностью перемеп1.ения в жидкости, перпендикулярном оси оправки, и механизм перемещения трубы, вьпюлненный в виде по меньП1ей мере двух ннеков 2.
Однако у таких устройств низкая точность niara перфорации из-за скручивания трубы в процессе перфорирования.
Целью изобретения является повьипепие точности niaia nep()opaium.
Эта цель достигается тем, что устройство для перфорирования 1Ч)(|)рированных гмастмассовых труб, содсржан1ее полую оправку для направления трубы, привод и кинематически связанные с ним инструмент для перфорирования, устапоьлепный с возможностью перемеп:ения в плоск-ости, перпендикулярпой оси оправки, и механизм перемещ,ения трубы, выполненный в виде двух по меньшей мере щнеков, снабжено прижимами, подпружипенньгми в паправлепии, перпендикулярном оси оправ.ки, установленными с возможност1 1о запмодействия с поверхпостью трубы, связанными со шнеками преобразующими механизмалп, каждый из которых выполнен в виде кулачка, закрепленного на оси одного пз HJнекое, и рычага, установленного с возможностью взаимодействия с кулачком и шарнирно связанного с прижимом, каждый HJHCK выполнен с одним неполным витком, высота подъема которого равна njary перемещения трубы, а инетрумент для перфорирования закреплеп на конце витка, за пределами поверхности, обеспечивающей перемещение трубы.
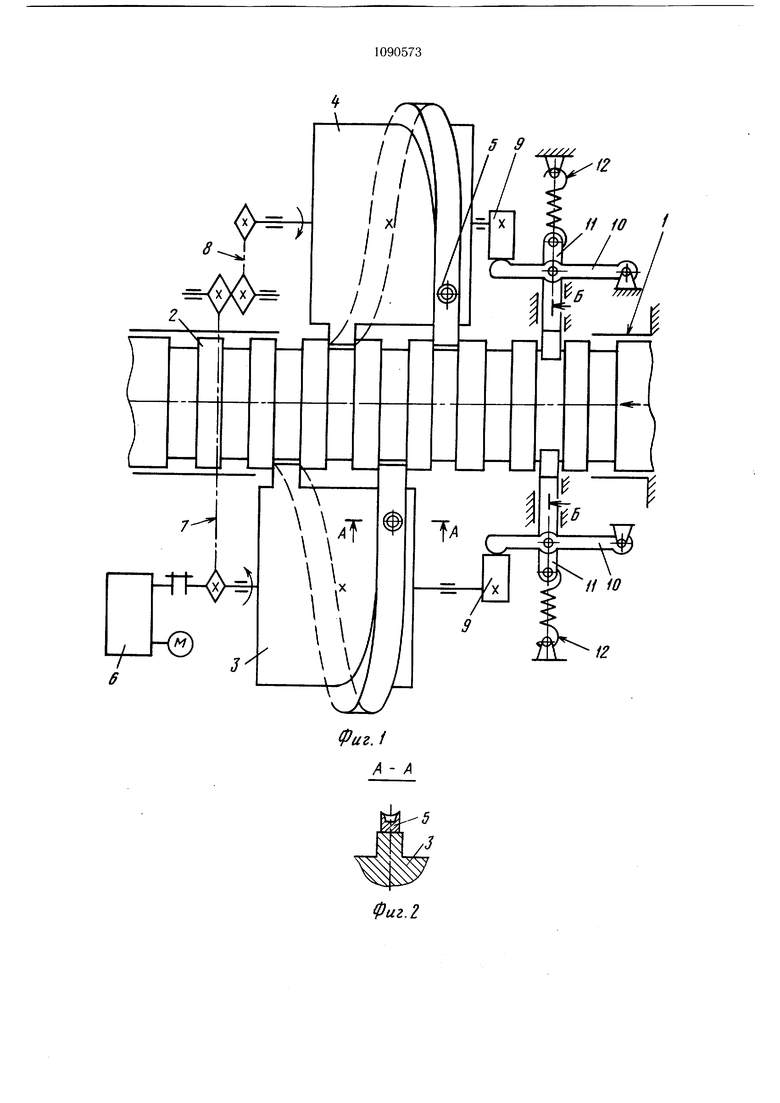
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство содержит полую оправку 1 для направления перфорируе.мой трубы 2, механизм подачи трубы, выполненный в виде щнеков с неполным витком 3 и 4, причем виток имеет спиральный и прямой участки, а шаг спирали равен расстоянию между гофрами на трубе и щагу ее перемещения, и рабочие инстру.менты 5, установленные на наружных поверхностях прямых участков витков. Шнеки 3 и 4 с помощью привода 6 и цепных передач 7 и 8 имеют возможность вращения в разные стороны, но с одинаковыми скоростями. На валу каждого 1ннека закреплены кулачки 9, взаимодействующие с рычагами 10. Рычаги щарнирно связаны с прижимами 11, имеющими возможность поступательно перемещаться в жестких направляющих для зажи.ма трубы 2. Пружины 12 обеспечивают постоянное прижатие рычагов 10 к кулачкам 9. Профиль кулачков 9 выполнен таким образом, чтобы
0 при заходе во впадины между гофрами трубы 2 прямых участков витков щнеков 3 и 4 рычаги 10 пере.мещали прижи.мы 11 в сторону трубы и зажимали ее, а при заходе во впадины спиральных участков витков нщеков рычаги перемещали прижимы в сто5ропу от трубы, тем самым освобождая ее.
Устройство работает следующим образом,
Труба 2 вводится в полую оправку 1 до соприкосповения с витками щнеков 3 и 4,
0 которые постоянно вращаются в разные стороны от привода 6 и цепных передач 7 и 8. В)ащаясь, витки шнеков 3 и 4 входят во впадины между гофрами трубы 2. При попадании ЕЮ впадину участков витков п неков кулачки 9 нажимают на рычаги 10. Последние поворачиваются и перемеп.1ают прижимы 11 в сторону трубы 2. Прижимы 11 растягивают пружины 12 п зажимают трубу. Инструменты 5, установленные на наружных поверхностях пря0мы.х участков витков, в этот момент пробивают отверстия во впадинах между гофрами трубы. Далее вращаясь, прямые участки витков щнеков выходят из впадин трубы кулачки 9 перестают нажимать на рычаги
5 10, а пружины 12 сжимаются и отводят прижимы 11 от трубы 2, освобождая ее. После этого во впадины .между гофра.ми трубы входят спиральные участки витков щнеков и перемещают трубу на щаг спирали равный расстоянию между гофрами, затем во
0 впадины входят прямые участки витков щнеков, и весь цикл повторяется.
Использование изобретения позволяет повысить точность щага перфорации.
Фиг.2
CL
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перфорации труб | 1981 |
|
SU1016186A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1966 |
|
SU184797A1 |
| Способ изготовления гибких металлических рукавов со спиральным гофром и станок для его осуществления | 1959 |
|
SU130865A1 |
| Устройство для изготовления труб с винтовым гофром | 1985 |
|
SU1282935A1 |
| Приспособление для навивки спиралей | 1986 |
|
SU1388144A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
| Устройство для изготовления гофрированных перфорированных пластмассовых труб | 1974 |
|
SU638246A3 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2001 |
|
RU2185907C1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |

УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ГОФРИРОВАННЫХ ПЛАСТМАССОВЫХ ТРУБ, содержащее полую оправку для направления трубы, привод и кинематически связанные с ним инструgr roio ff jy мент для перфорирования, установленный с возможностью перемещения в плоскости, перпендикулярной оси оправки, и механизм перемещения трубы, выполненный в виде двух по меньщей мере щнеков, отличающееся тем, что, с целью повышения точности шага перфорации, оно снабжено прижимами подпружиненными в направлении, перпендикулярном оси оправки, установленными с возможностью взаимодействия с поверхностью трубы, связанными со шнеками преобразующими механизмами, каждый из которых выполнен в виде кулачка, закрепленного на оси одного из шнеков , и рычага, установленного с возможностью взаимодействия с кулачком и щарнирно связанного с прижимом, каждый шнек выполнен с одi ним неполным витком, высота подъема которого равна шагу перемещения трубы, а ин(Л струмент для перфорирования закреплен на конце витка за пределами поверхности, обеспечивающей перемещение трубы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИ51 ГОФРИРОВАННЫХ ПЕРФОРИРОВАННЫХ ТРУВ | 0 |
|
SU365266A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для перфорирования гофрированных пластмассовых труб | 1976 |
|
SU573360A1 |
| Солесос | 1922 |
|
SU29A1 |
