Изобретение относится к автоматизации сварочных работ, а именно к устройствам для нахожцения стыка свариваемых деталей и направления по нему сварочной головки.
Известны устройства с пневмодатчиками для контроля размеров (положения кромок) деталей ril.
Однако эти устройства обладают большой инерционностью, а их постоянная времени имеет порядок одной и более секунц,
Известен также пневмодатчик для определения положения стыка свариваемых деталей,, содержащий источник питания сжатым воздухом, редуцирующее устройство, рабочее сопло и малоинерционную систему контроля давления 2.
Недостатком известного пневмодатника является то, что расстояние от измеряемой поверхности до сопла должно быть ме нее 1/4 диаметра сопла« Увеличение диаметра сопла уменьшает чувствительность датчика, no9To fy его необходимо располагать непосредственно у изделия, что вызывает затруднения при неровных поверхностях или сложных профилях. Кроме того :1еобходима предварительная точная обработка заготовок перед сваркой, обеспечивающая постоянство ширины разделки,
Для повышения чувствительности пневмосатчика на рабочем сопле концентрично с ним установлена с возможностью регулировочных перемещений юбка, внутренняя полость которой связана с системой контроля давления.
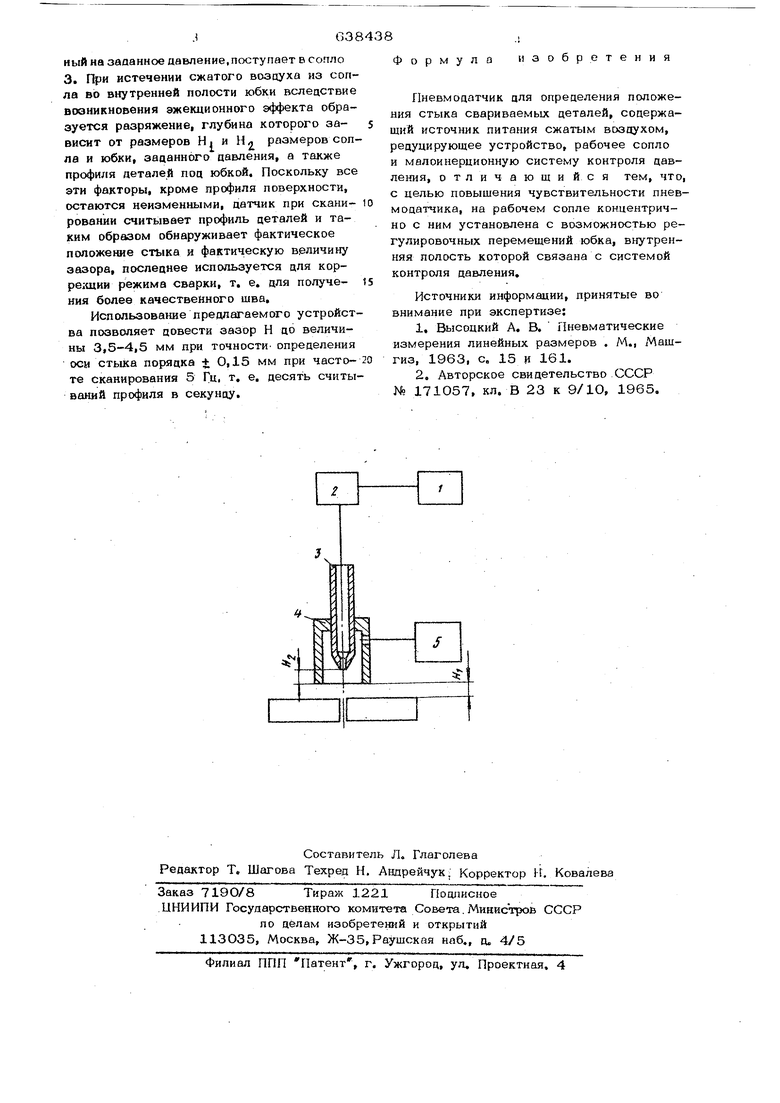
На чертеже изображен предлагаемый пневмодатчик,
Он содержит источник 1 сжатого воздуха, питающий через редукционный клапан 2 рабочее сопло 3, на котором концентрично с возможностью регулировочных перемещений установлена юбка 4. Внутренняя полость юбки 4 связана с системой 5 регистрации и обработки сигнала.
Устройство работает следующим образом.
От источника 1 питания сжатый воздух через редукционнЕлй клапан 2,отрегулированный на зааанное давление,поступает в сопло 3. При истечении сжатого возцуха из сопла во внутренней полости юбки вследствие возникновения эжекционного эффекта образуется разряжение, глубина которого зависит от размеров Hi и Нл размеров сопла и юбки, заданного давления, а также профиля деталей под юбкой. Поскольку все эти факторы, кроме профиля поверхности, остаются неизменными, датчик при сканировании считывает профиль деталей и таким образом обнаруживает фактическое положение стыка и фактическую величину зазора, последнее используется для корре;шии режима сварки, т. е. для получения более качественного шва.
Использование предлагаемого устройства позволяет довести зазор Н до величины 3,5-4,5 мм при ТОЧНОСТИ определения оси стыка порядка + 0,15 мм при частоте сканирования 5 Гц, т. е, десять считываний профиля в секунду.
зобрртения
Формула
Пневмодатчик для определения положения стыка свариваемых деталей, содержащий источник питания сжатым воздухом, редуцирующее устройство, рабочее сопло и малоинерционную систему контроля давления, отличающийся тем, что с целью повышения чувствительности пневмоцатчика, на рабочем сопле концентрично с ним установлена с возможностью регулировочных перемещений юбка, внутренняя полость которой связана с системой контроля давления.
Источники информации, принятые во внимание при экспертизе:
1,Высоцкий А. В. Пневматические измерения линейных размеров . М., Машгиз, 1963, с. 15 и 161.
2.Авторское свидетельство СССР МЬ 171057, кл. В 23 к 9/1О, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления движением сварочного электрода вдоль стыка свариваемых деталей | 1981 |
|
SU979051A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 1967 |
|
SU223227A1 |
| Способ ориентации электрода относительно стыка свариваемых изделий | 1984 |
|
SU1194623A2 |
| Дросселирующий гидрораспределитель | 1988 |
|
SU1576742A1 |
| Устройство для ориентации сварочной горелки | 1990 |
|
SU1756058A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ | 1970 |
|
SU277148A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Устройство для ориентации сварочной горелки | 1978 |
|
SU751540A1 |
| Устройство для сварки | 1983 |
|
SU1156885A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
5
