СП
0: Х
X)
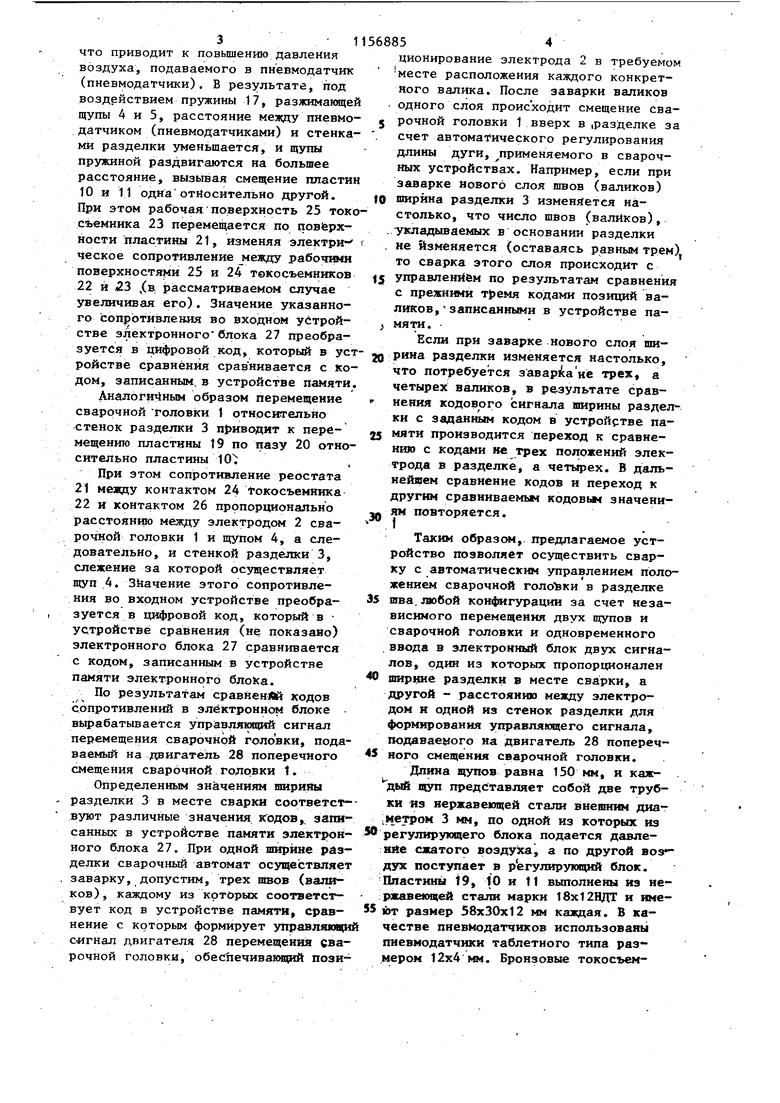
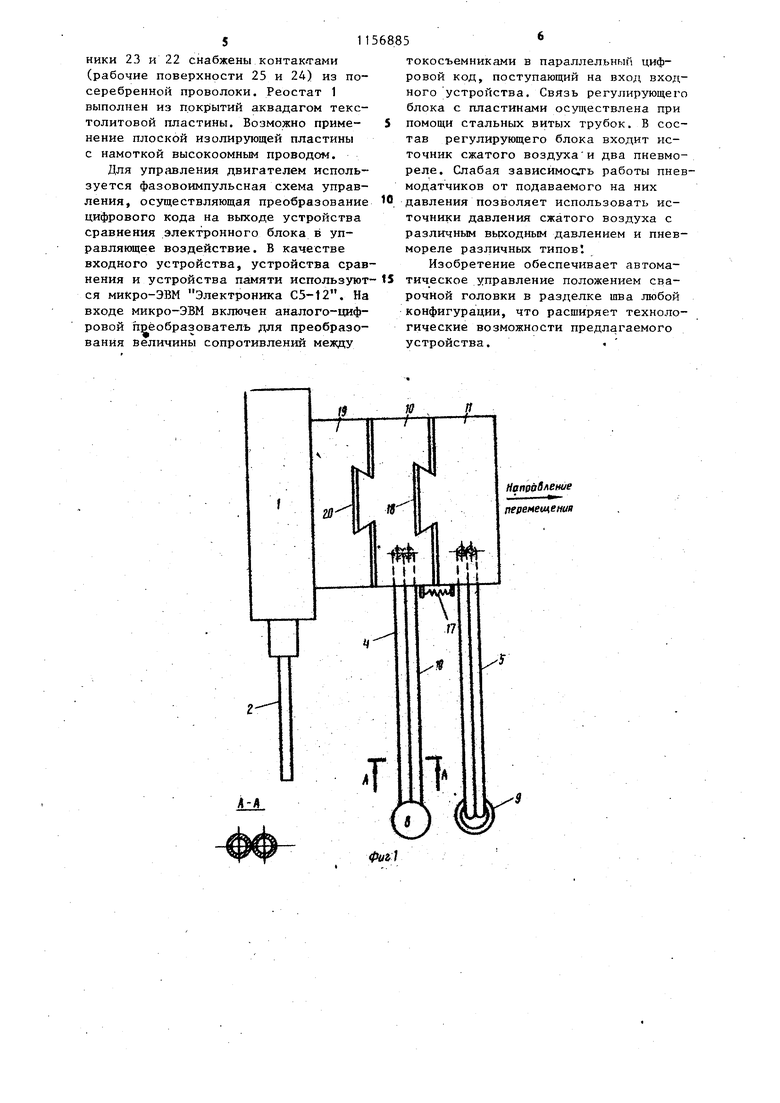
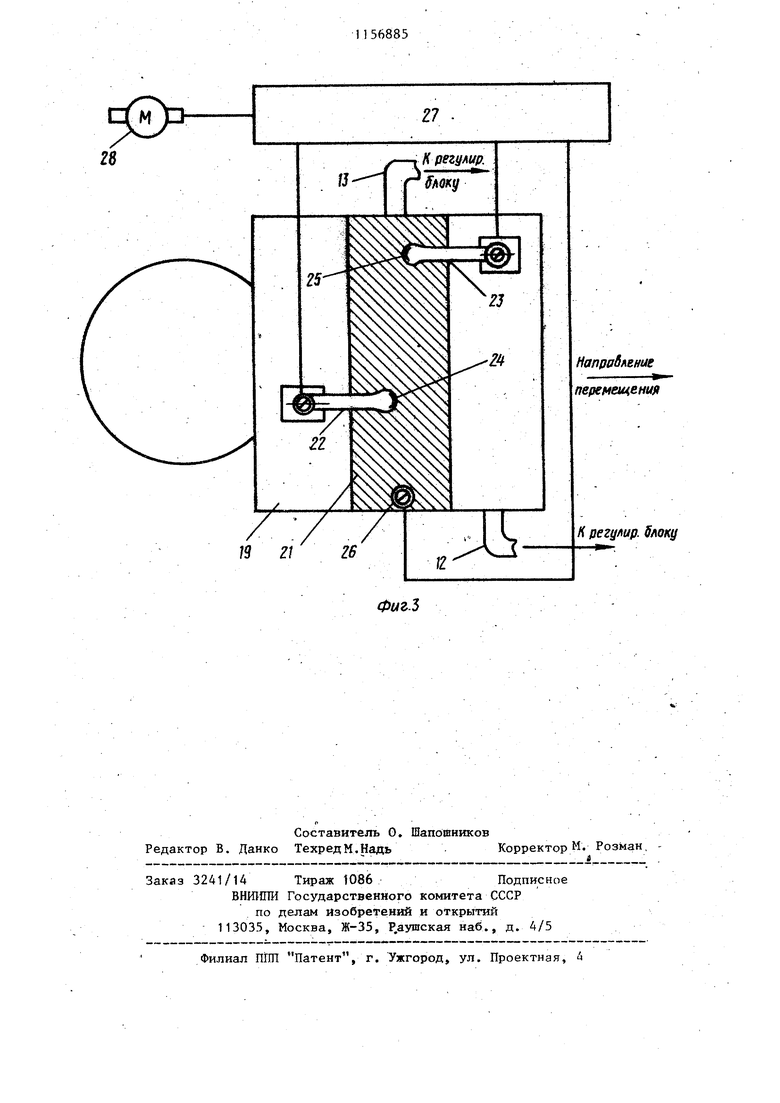
:л Изобретение относится к сварочному оборудованию и может быть непользовано в различных отраслях промьшшенности, в частности в атомном машиностроении.и котлостроении при сварке крупногабаритных изделий- типа корпусов реакторов, сепараторов, гидроемкостей. Целью изобретения является повышение качества сварки при автоматическом направлении сварочной головки по стыку путем получения и ввода в блок управления информации о положении одной из кромок свариваемого со динения., На фиг. 1-3 изображено предлагае мое устройство. Устройство содержит сварочную го ловку 1 с закрепленным в ней электродом 2, устанавливаемьм в раздел.ке 3 сварочного шва, полые щупы -4 и 5, которые выполнены в виде, например, сдвоенных трубок и через шарниры 6 и 7 соединены с пневмодат чиками 8 и 9, при этом верхние концы щупов 4 и 5 через соответствующие каналы в параллельно установленных пластинах 10 и 11 и сдвоенные трубки 12 и 13 соединены с регулирующим блоком 14, имеющим, например, два пневмореле и источник сжатого газа (не показаны). Оси 15 и 16 шарниров расположены вдоль кромки разделки 3 параллельно направлению перемещения сварочной головки 1, а пневмодатчики 8 и 9 установлены с возможностью ориентирования их параллельно стенкам разделки 3, при этом пластины 10 и 11 связаны между собой пружино 17 и входят в зацепление одна с дру гой при помощи соединения 18 Tima Ласточкин хвост, а с третьей плас тиной 19, закрепленной на сварочной головке 1, - посредством аналогично го указанному соединению 20. На тор це средней пластины 10 расположен реостат 21, снабженный подвижными токосъемниками 22 и 23, имеющими своими рабочими поверхностями 24 и 25электрический контакт с реостатом 21.. Подвижные 22 и 23 и неподвижный 26Токосъемники соединены соответст венно с тремя входами бдока 27, выход которого соединен с двигателем 28 поперечного смещения сварочной головки. Электрический блок 27 состоит из входного устройства, устрой ства сравнения и блока памяти (не показаны). Работа устройства осуществляется . следующим образом. Перед началом выполнения сварки в электронный блок 27 при помощи устройства ввода данных вводятся значения геометрических параметров разделки 3 и положения валиков в ней при разных величинах ширины разделки. Электрод 2 сварочной головки 1 со щупами 4 и 5 входит в разделку 3. Пружина 17, раздвигая пластины 10 и 11, прижимает пневмодатчики 8 и 9 к стенкам разделки 3. Установка рабочей части пневмодатчиков параллельно стенкам разделки происходит за счет вращения пневмодатчиков на шарнирах 6 и 7, После установки электрода -2 и щупов 4 и 5 в разделке включается подача сжатого воздуха в пневмодатчики 8 и 9 Давление на измерительном выходе пневкодатчиков одну из двуз4 трубок поступает на вход регулирующего блока 14 в котором в зависимости от величины измеряемого давления устанавливается давление сжатого воздуха, посту-пающего по другой трубке на вход пневмодатчика. Давление на измерительном выходе пневмодатчиков зависит от изменения зазора между вьосодом пневмодатчиков и стенкой разделки. При заданном зазоре на выходе пневмодатчиков 8 и 9- устанавливается определенное давление, поступающее по одной из трубок в щупе на вход регулирующего блока 14, где сравнивается с заданной величиной. Сравнение с заданной величиной производится при помощи пневмореле, на вход которого подаеФея давление воздуха с выхода пневмодатчика, а выход пневмореле подключен к источнику сжатого воздуха, входящего в состав регулирующего блока. Выходной сигнал пневмореле увеличивает или уменьшает давление сжатого воздуха, поступающего от источника сжатого воздуха на вход пневмодатчика, а установка величины давления -, с которой сравнивается давление на выходе пневмодатчика, осуществляется механически в пневмореле. При изменении ширины разделки, например ее. увеличении, зазор между лневмодатчиками или пневмоДатчиками и стенкой разделки увеличивается, что приводит к повышению давления воздуха, подаваемого в пневмодатчик (пневмодатчики). В результате, под воздействием пружины 17, ра:зжиманж 1ей щупы 4 и 5, расстояние между пневмодатчиком (пневмодатчиками) и стенками разделки уменьшается, и щупы пружиной раздвигаются на большее расстояние, вызывая смещение пластин 10 и 11 одна относительно другой. При этом рабочая поверхность 25 ток съемника 23 перемещается по поверхности пластины 21, изменяя электрическое сопротивление между рабочюш поверхностяни 25 и 24 токосъемников 22 и 23 ,(в, рассматриваемом случае увеличивая его). Значение указанного сопротивления во входном устройстве электронного блока 27 преобразуется в цифровой код, который в уст ройстве сравнения сравнивается с кодом, записанным, в устройстве памяти АналогHttHbiM образом перемещение сварочной головки 1 относительно стенок разделки 3 п1 иводит к перемещению пластины 19 по пазу 20 относительно пластины lOi, При этом сопротивление реостата 21между контактом 24 Гокосьемника 22и контактом 26 пропорционально расстоянию между электродом 2 сварочной головки 1 и щупом 4, а следовательно, и стенкой разделки 3, слежение за которой осз/ществляет щуп 4. Значение этого сопротивления во входном устройстве преобразуется в цифровой код, который в устройстве сравнения (не показано) электронного блока 27 сравнивается с кодом, записанным в устройстве памяти электронного блоЖа. По результатам сравнен вй кодов сопротивлений в электронном блоке вьфабатывается управлякяций сигнал перемещения сварочной головки, подаваемый на двигатель 28 поперечного смещения сварочной головки 1. Определенным значениям ширины - разделки 3 в месте сварки соответст вуют различные значения кодов, запи санных в устройстве памяти электронного блока 27. При одной ширине разделки сварочный автомат осуществляет . заварку, допустим, трех швов (валиков) , каждому из которых соответствует код в устройстве памяти, сравнение с которым формирует улравлякщ с«гнал двигатбшя 28 перемещения сварочной головки, обеспечиваижргй пози 1 54 ционирование электрода 2 в требуемом месте расположения каждого конкретного валика. После заварки валиков одного слоя происходит смещение сварочной головки 1 вверх в .разделке за счет автоматического регулирования длины дуги, применяемого в сварочных устройствах. Например, если при заварке нового слоя швов (валиков) ширина разделки 3 изменяется настолько, что число швов (валиков), укладываемых в основании разделки не изменяется (оставаясь равным трем) то сварка этого слоя происходит с управлением по результатам сравнения с прежними тремя кодами позиций валиков,записанными в устройстве памяти. Если при заварке нового слоя ширина разделки изменяется настолько, что потребуется завар| :ане трех, а четырех валиков, в результате сравнения кодового сигнала ширины разделки с заданным кодом в устройстве памяти производится переход к сравнению с кодами не трех положений электрода в разделке, а четырех. В дальнейщем сравнение кодов и переход к другим сравниваемым кодовьм значениям повторяется. Таким образс 4, предлагаемое устройство позволяет осуществить сварку с автоматическим управлением положением сварочной голоЪки в разделке шва.лобой конфигурации за счет независимого перемещения двух щупов и сварочной головки и одновременного ввода в электронный блок двух сигналов, один из которых пропорционален ширине разделки в месте сварки, а другой - расстоянию между электродом и одной из стенок разделки для формирования управляняцего сигнала, подаваемого на двигатель 28 поперечнего смещения сварочной головки. Дпина щупов равна 150 мм, и каждый щуп представляет собой две трубки из нержавеющей стали внешним диаметром 3 в4, по одной из которых из регулирующего блока подается давление сжатого воздуха, а по другой воз ух поступает в регулирукяций блок. Пластины 19, 10 и 11 выполнены из иержавеимцей стали марки 18х12НДТ и имет размер 58x30x12 мм каждая. В качестве пневМодатчиков использованы пневмодатчики таблетного типа размером 12x4 мм. Бронзовые токосъемНИКИ 23 и 22 снабжены контактами (рабочие поверхности 25 и 24) из посеребренной проволоки. Реостат 1 выполнен из покрытий аквадагом текстолитовой пластины. Возможно применение плоской изолирующей пластины с намоткой высокоомным проводом. Для управления двигателем используется фазовоимпульсная схема управления, осуществляющая преобразование цифрового кода на выходе устройства сравнения электронного блока в управляющее воздействие. В качестве входного устройства, устройства сравнения и устройства памяти используются миКро-ЭВМ Электроника С5-12. На входе микро-ЭВМ включен аналого-цифровой преобразователь для преобразования величины сопротивлений меяоду 1 5 токосъемниками в параллельный цифровой код, поступающий на вход входного Устройства, Связь регулирующего блока с пластинами осуществлена при помощи стальных витых трубок. В состав регулирующего блока входит источник сжатого воздуха-и два пневмореле. Слабая зависимость работы пневмодатчиков от подаваемого на них давления позволяет использовать источники давления сжатого воздуха с различным вькодным давлением и пневмореле различньк типов Изобретение обеспечивает автоматическое управление положением сварочной головки в разделке шва любой конфигурации, что расширяет технологические возможности предлагаемого устройства., 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления положением сварочного электрода | 1983 |
|
SU1166940A1 |
| СИСТЕМА КОНТРОЛЯ СВАРКИ | 1999 |
|
RU2225285C2 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ АДАПТИВНЫМ ПНЕВМОГИДРАВЛИЧЕСКИМ РОБОТОМ | 2008 |
|
RU2463156C9 |
| Устройство для управления положением сварочной головки | 1988 |
|
SU1613265A1 |
| Устройство для ориентации сварочной горелки | 1990 |
|
SU1756058A1 |
| Сварочная головка для многопроходнойСВАРКи глубОКиХ РАздЕлОК | 1979 |
|
SU841838A1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| Устройство для ориентации сварочной горелки | 1978 |
|
SU751540A1 |
| Пневмогидравлический робот | 1974 |
|
SU574292A1 |
| СПОСОБ СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2181320C2 |
1. УСТРОЙСТВО ДЛЯ СВАРКИ, содержащее сварочную головку с приводом и соединенный с ней блок управления, включакяций механический узел и смонтированные на нем датчики и реостат, содержащий Подвижный, соединенный с одним из датчиков, и неподвижный токосъемники, отличающее с я тем, что, с целью повьшения качества сварки при автоматическом направлении сварочной головки по стыку путем получения и ввода в блок управления информации о положении одной из кромок свариваемого соединения, механический узел блока управления выполнен в виде трех плоскопараллельных пластин, уПругосоёдиненных между собой с возможностью взаимного перемещения в направлении, перпендикулярном направлению сварки, реостат расположен на средней пластине и снабжен дополнительным подвижным токосъемником, при этом подвижные токосъемники закреплены по одному на крайних пластинах механического узла блока управления, а неподвижный - на средней пластине. 2. Устройство по П.1, о т л и чающееся тем, что датчики вьшолнейы пневматическими.
28
П
НапоаОление
пперемещения
вЛЛМ
А-Д
Регулирующий ffAW
/2. Ь
П
: /////// У
| Патент США 3612818, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
