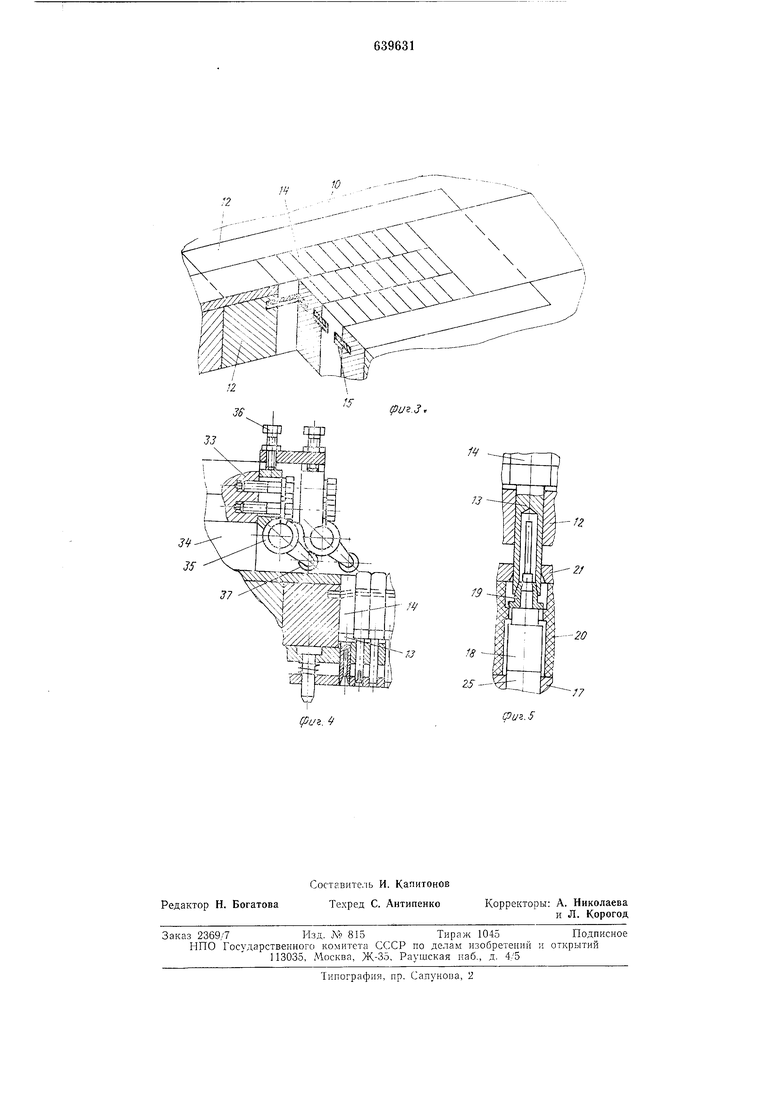
ней подвижной плиты 24, которая перемещается по направляющим 11, набора упоров 25, сменного блока 17, амортизгиора 26, предназначенного для обеспечения гарантированного зазора между втулками 19 и корпусом 20, сменного регулируемого съемника 27, неподвижно закрепленного на нижней плите 24 и служащего дл7{ расчленения обжимок 13 с обжатых втулок 19, поддерживающей плапки 28, направляющих втулок 29, прижимов 30, фиксаторов 31 для корпуса 20.
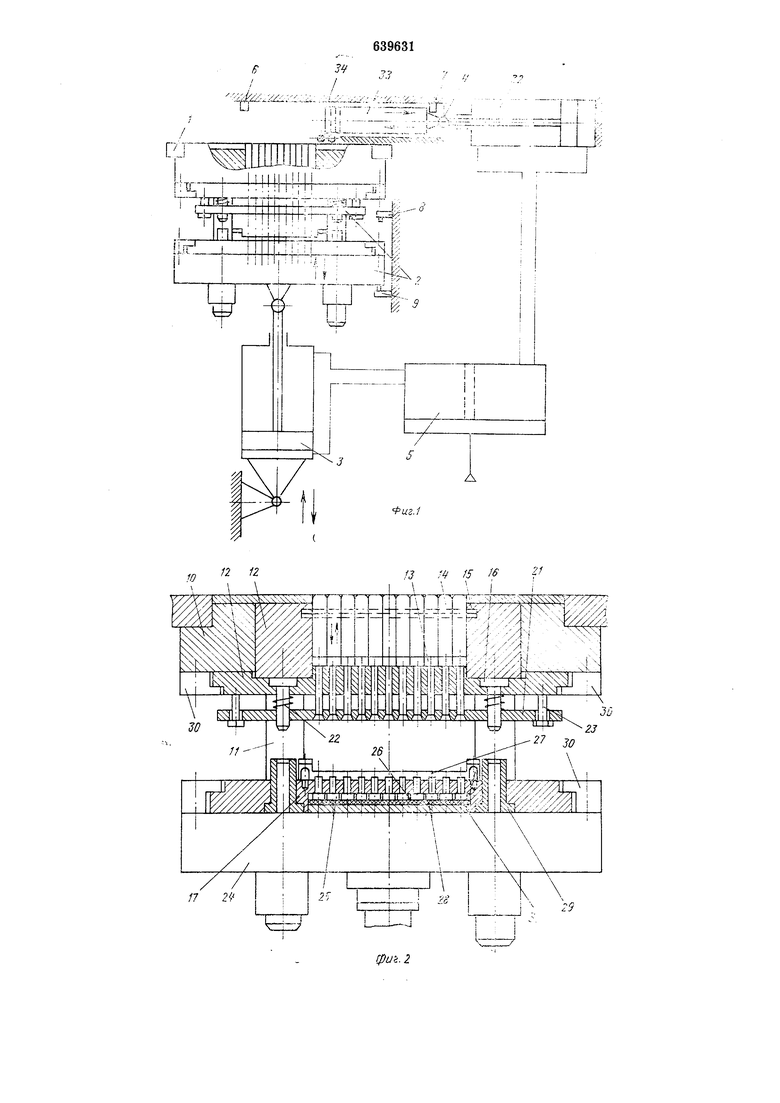
Узел 4 прокатки для последовате.1ьного нажатия на толкатели 14 с определенным (тарированным) усилием состоит из пневмоцилиндра 32, со щтоком которого связан ползун 33, перемещающийся в направляющих 34.
На ползуне 33 установлены пружины 35, выполненные в виде разрезного кольца и имеющие возможность регулировк15 усилия с помощью винтов 36. На пружинах 35 закреплены ролики 37, которые прокатываются по толкателям 14 и передают усилие от пружины 35 на толкатели 14 и обжимки 13.
Блок 5 подготовки и распределения воздуха с конечными выключателями 6, 7, 8 и 9 необходим для получения воздуха нужных параметров и обеспечения автоматического цикла обжимки.
Устройство работает следующим образом.
Детали 18 (например, штыри или гнезда в изолятор), набранные в корпус 20 с втулками 19, устанавливаются на фиксаторы 31 и упоры 25 нижнего блока 17, который помещается на нижнюю подвижную плиту 24 в направляющие прижимов 30.
Подается команда на пуск, которая поступает на пневмоцилиндр 3, который производит сочленение обжимок 13 с втулками 19 и удерживает их в таком положении
во время прокатки. Обжимки 13 вместе с толкателями 14 приподнимаются.
Плита 24 нажимает конечный выключатель 8, который подает команду на выключение пневмоцилиндра 32 прокатки. Ползун 33 идет влево, ролики 37 находят на толкатели 14, которые нажимают на обжимки 13 и обжимают втулки 19. Затем ползун 33 нажимает на конечный выключатель 6, подается команда на возвращение его в исходное положение.
Ползун 33 нажимает на конечный выключатель 7, который подает команду на расчленение узла 2 сочленения. Плита 24
идет вниз, конечный выключатель 9 подает команду на стоп.
Нижний блок 17 вынимают и снимают корпус 20 с обжатыми втулками 19 на деталях 18.
Применение предлагаемого устройства повышает производительность труда и качество обжатия всех втулок на деталях.
Формула изобретения
Устройство для обжима деталей, содержащее смонтированные на станине неподвижную верхнюю и подвижную нижнюю плиты, а также размещенные в верхней плите обжимные пуансоны, отличающее с я тем, что, с целью повышения качества и усилий обжима, оно снабжено расположенным на верхней плите с возможностью перемещения в направлении, перпендикулярном к осям пуансонов, ползуном с подпружиненными роликами, поочередно взаимодействующими с торцами пуансонов, установленных с возможностью иеремещения в осевом направлении. Псточники информации,
иринятые во внимание при экспертизе
1. Пиевмогидравлический пресс, черт. jVo.Nb Б 8 7870-4048 и Б 8 7870-4048/2 сб. Тбилисский электромеханический завод, 1973.
.J-;i3XJГ i-- j
i лг(- --
; T-rixriterf ;
: is I. n 12
Ю
Puz.l
/7
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ ТОКОСБОРНИКОВ И ОБРЕЗКИ ПИСТОНОВ В ПАКЕТАХ ЭЛЕКТРОДОВ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА СЕРЕБРЯНО- ЦИНКОВОЙ СИСТЕМЫ | 1973 |
|
SU370684A1 |
| ЕС | 1973 |
|
SU370151A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Линия для производства оребренных биметаллических труб | 1983 |
|
SU1191227A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| УСТАНОВКА ДЛЯ КАЛИБРОВКИ СБОРНЫХ ЗАГОТОВОК БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2319588C2 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Устройство для обжатия наконечников экранирующей оплетки кабелей | 1988 |
|
SU1493362A1 |