1
Изобретение относится к технологии изготовления боковых каналов в длинномерных заготовках, например охладительных каналов в стержнях обмотки роторов турбогенераторов.
РЬвестен способ фрезерования отверстий в тонкостенных деталях, при котором фрезу располагают над деталью и перемещают ее на деталь на расстояние, большее толщины детали 1.
Однако известный способ не обеспечивает фрезерования отверстий в изоляционной прокладке, наложенной над отверстием в прОВодлИке, как односторонНее вращение фрезы дает затяжку меди на прокладку н не исключает отрыв прокладки от проводника.
Цель изобретения - повышение качества обработки путем устранения отрыва прикрепленной к проводнику изоляционной прокладки и исключения случаев затяжки меди на изоляционную прокладку.
Для этого по описываемому способу фрезу вращают прерывисто в противоположных направлениях вокруг оси, смещенной относительно центра фрезы на расстояние, равное 0,01-0,05 ее радиуса.
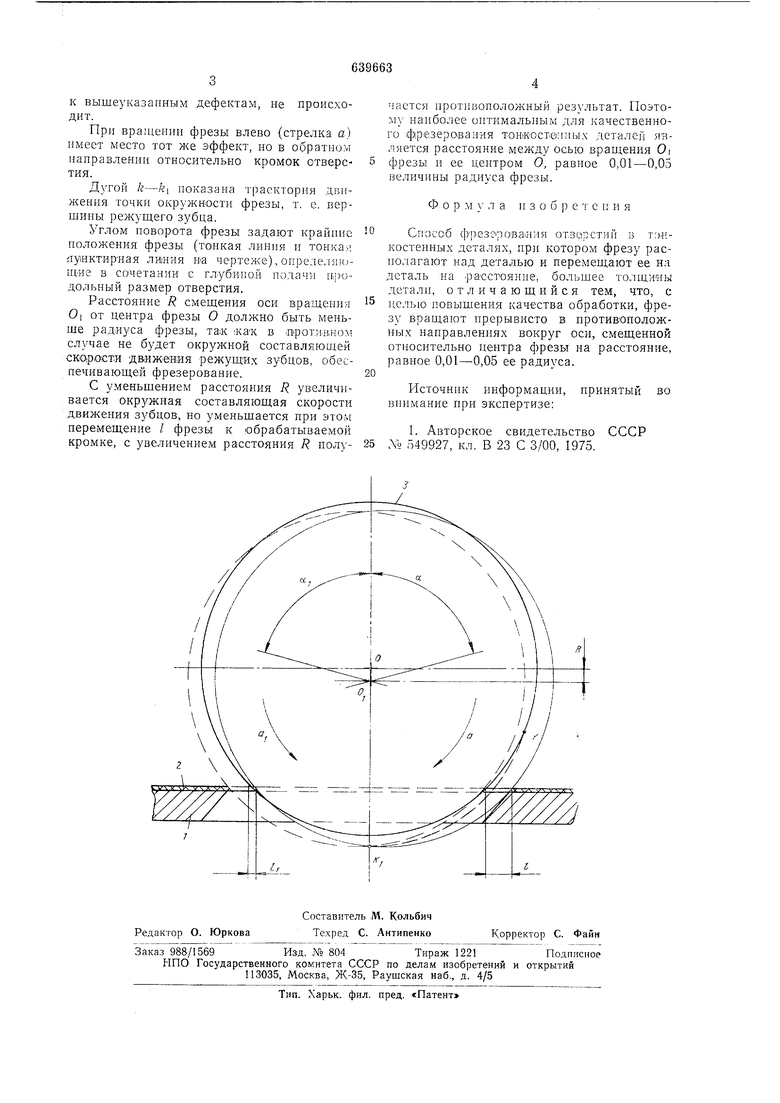
На чертеже представлена схема описываемого способа.
Согласно описываемому способу стержень роторной катушки / с вентиляционным каналом и наклеенной на него сверху изоляционной прокладкой 2 располагают под фрезой 5 с центром О. Смещают ось вращения фрезы в точку О на расстояние R от центра О вниз. Расстояние R делают меньшим радиуса фрезы. После этого вращают фрезу прерывисто в противоположных направлениях, т. е. вначале, например, вправо (стрелка а), затем влево (стрелка а-) на угол соответственно а и ссь производя прн этом неремещение фрезы на деталь на расстояние, большее толщины детали.
Фрезерование производится следующим образом.
При вращении фрезы вправо (стрелка а) вокруг оси GI фреза одновременно совершает вращение и перемещение вправо, приближаясь к правой обрабатываемой кромке отверстия, например на расстояние /. При этом направление резания обращено к стеожпю, чем исключается затяжка
9
на прокладку
заусенцев
медных
I отрыв последней от стержня. В это время от противоположной сторон) отверстия инструмент отделяется на расстояние /1 от кромки, т. е. резания в сторону от стержня к прокладке, приводящего