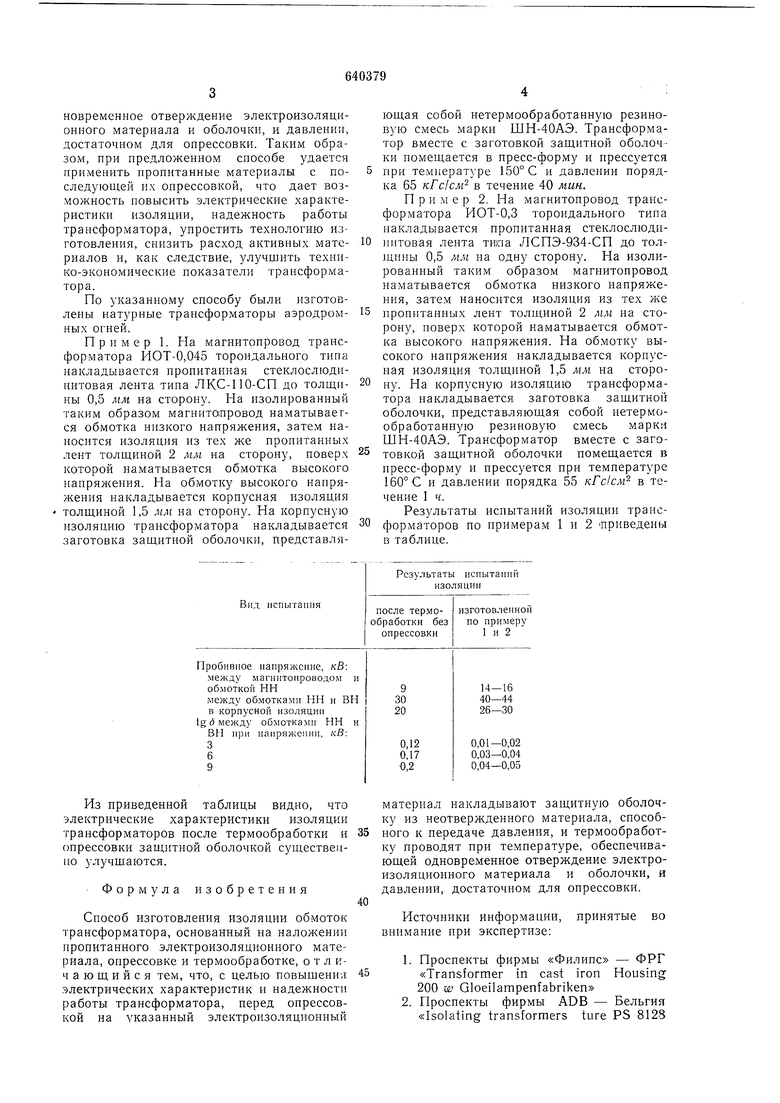
новременное отверждение электроизоляционного материала и оболочки, и давлении, достаточном для опрессовки. Таким образом, при предложенном способе удается применить пропитанные материалы с последующей их опрессовкой, что дает возможность повысить электрические характеристики изоляции, надежность работы трансформатора, упростить технологию изготовления, снизить расход активных материалов и, как следствие, улучшить технико-экономические иоказатели трансформатора. По указанному способу были изготовлены натурные трансформаторы аэродромных огней. Пример 1. Па магнитопровод трансформатора ИОТ-0,045 тороидального тина накладывается пропитанная стеклослюдинитовая лента типа ЛКС-110-СП до толщины 0,5 мм на сторону. На изолированный таким образом магнитопровод наматываегся обмотка низкого напряжения, затем наносится изоляция из тех же пропитанных лент толщиной 2 мм на сторону, поверх которой наматывается обмотка высокого напряжепия. На обмотку высокого напряжения накладывается корпусная изоляция толщиной 1,5 мм на сторону. На корпусную изоляцию трансформатора накладывается заготовка защитной оболочки, представляющая собой нетермообработанную резиновую смесь марки ШН-40АЭ. Трансформатор вместе с заготовкой защитной оболочки помещается в пресс-форму и ирессуется при температуре 150°С и давлении порядка 65 кГс/см в течение 40 мин. Пример 2. Па магнитопровод трансформатора ИОТ-0,3 тороидального типа накладывается пропитанная стеклослюдннитовая лента типа ЛСПЭ-934-СП до толщины 0,5 мм на одну сторону. На изолированный таким образом магнитопровод наматывается обмотка низкого напряжения, затем наносится изоляция из тех же пропитанных лент толщиной 2 мм на сторону, иоверх которой наматывается обмотка высокого напрял ения. На обмотку высокого нанряжения накладывается корпусная изоляция толщиной 1,5 мм на сторону. На корпуспую изоляцию трансформатора накладывается заготовка защитной оболочки, представляющая собой нетермообработанную резиновую смесь марки ШН-40АЭ. Трансформатор вместе с заготовкой защитной оболочки помещается в иресс-форму и прессуется при температуре 160° С и давлении порядка 55 кГс1см в течение 1 ч. Результаты испытаний изоляции трансформаторов по примерам 1 и 2 приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU775828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНОГО КОЛЬЦА КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2330361C1 |
| Способ изготовления обмотанных статоров | 1978 |
|
SU731517A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2011 |
|
RU2492569C2 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU725151A1 |
| Электроизоляционный материал,спо-СОб изгОТОВлЕНия элЕКТРОизОляциОН-НОгО МАТЕРиАлА и СпОСОб изгОТОВлЕ-Ния изОляции ОбМОТОК элЕКТРичЕСКиХМАшиН | 1978 |
|
SU794673A1 |
| Способ изготовления слюдосодержащих лент | 1977 |
|
SU741325A1 |
| Способ изготовления изоляции катушечных обмоток электрических машин | 1979 |
|
SU782056A1 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU792504A1 |
| Способ изготовления статоров электрических машин | 1977 |
|
SU710092A1 |
Вид испытания
Пробивное напряжение, кВ:
между магните
обмоткой НН
между обмотка
в корпусной нзоляцин tg и между обмотками I
ВЦ при напряжении, кВ:
3
6 Из приведенной таблицы видно, что электрические характеристики изоляции трансформаторов после термообработки и опрессовки защитной оболочкой существенно улучшаются. Формула изобретения Способ изготовления изоляции обмоток трансформатора, основанный на наложении пропитанного электроизоляционного материала, оирессовке и термообработке, отличающийся тем, что, с целью повыщения электрических характеристик и надежности работы трансформатора, перед опрессовкой на указанный электроизоляционный материал накладывают защитную оболочку из неотвержденного материала, способного к передаче давления, и термообработку проводят при температуре, обеспечивающей одновременное отверждение электроизоляционного материала и оболочки, и давлении, достаточном для опрессовки. Источники информации, принятые внимание при экспертизе; 1.Проспекты фирмы «Филипс - ФРГ «Transformer in cast iron nousing 200 w Gloeilampenfabriken 2.Проспекты фирмы ADB - Бельгия «Isolating transformers ture PS 8128
Manufactured bu ADB-AIR Equipment
enrobe - CAA - L833/ 834. 4. Патент США № 3633140, кл. 336182, 1972.
