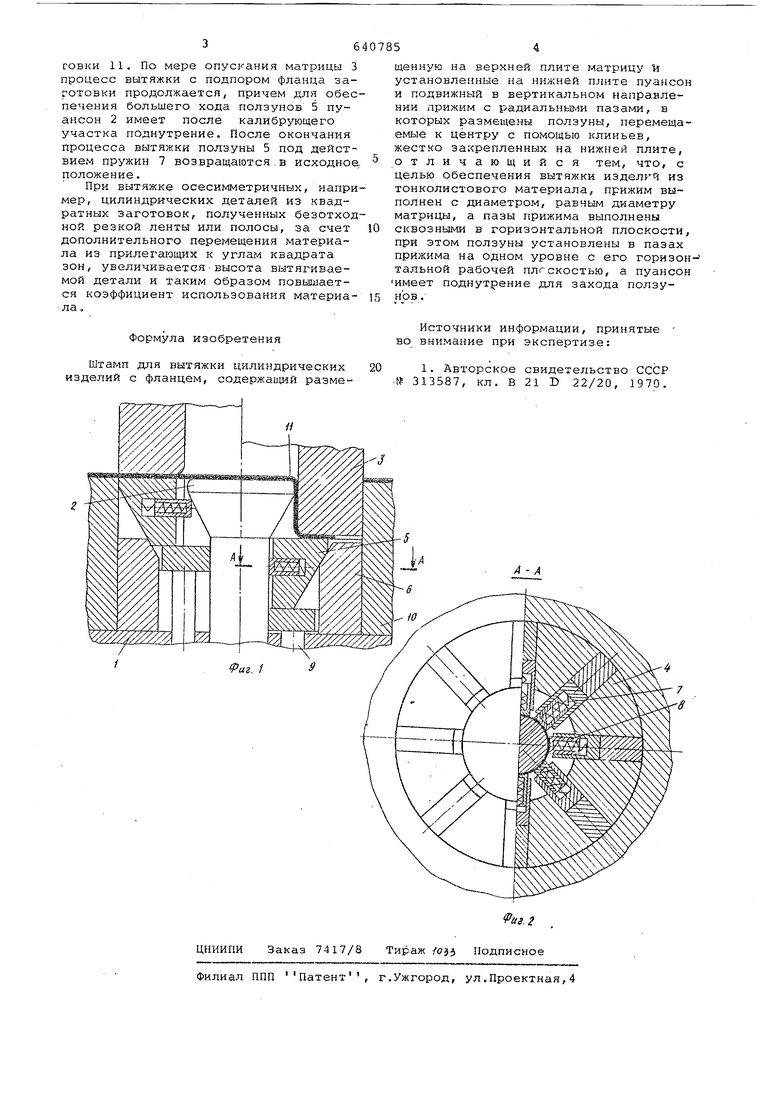
Изобретение касается листовой шта повки и может быть использовано для получения полых деталей глубокой вытяжкой с подпором фланца заготовки, преимущественно из тонколистового ма териала. Известен штамп для вытяжки цилинд рических изделий с фланцем, содержащий размещенную на верхней плите мат рицу и установленные на нижней плите пуансон и подвижный в вертикально направлении прижим с радиалы ъами пазами, в которых размещены ползуны, перемещаемые к центру с помощью клиньев, жестко закрепленных в нижне плите l. Однако такой штамп не пригоден дл вытяжки изделий из тонколистового ма териала, так как подпор осуществляет ся в .торец листовой заготовки ползунами, у которых рабочие кромки долж ны иметь толщину, равную толщине исходной заготовки, что является причиной их низкой стойкости. С целью Обеспечения вытяжки изделий из тонколистового материала, прижим предложенного штампа выполнен с диаметром, равным диаметру матрицы, а пазы прижима выполнены сквозными в горизонтальной плоскости, при этом ползуны установлены в пазах прижима на одном уровне с его горизонтальной рабочей плоскостью, а пуансон имеет поднутрение для захода ползунов. На фиг. 1 схематически изображен предложенный штамп в разрезе (слева - в исходном, положении, справа - в процессе вытяжки изделия); на фиг. 2 разрез А-А фиг. 1. Штамп содержит нижнюю плиту 1, пуансон(|2 с калибрующим пояском и поднутрением, матрицу 3, прижим 4 с радиальными сквозными пазами, ползуны 5 и клинья 6 с наклонными плоскостями для радиального перемещения ползунов 5, пружины 7 и втулки 8 для их возврата в исходное положение, шпильки от буфера 9-и вырубную матрицу 10. Штамп работает следующим образом. В начальный момент матрица 3, являющаяся одновременно вырубНЕДм пуансОт- ном, вырубает из ленты заготовку 11, прижимает ее к прижиму 4 и, двигаясь вниз, начинает вытягивать деталь. Одновременно ползуны 5 по наклонным плоскостям клиньев б начинают перемещаться к центру с большей скоростью, чем фланец вытягиваемой детали, в результате чего за счет сил трения создается радиальный подпор фланца заго
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полыхиздЕлий C флАНцЕМ | 1979 |
|
SU844102A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки | 1984 |
|
SU1192885A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Штамп для вытяжки полых изделий | 1990 |
|
SU1773533A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |
| Штамп для вытяжки | 1978 |
|
SU741994A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1971 |
|
SU313587A1 |
