1
Изобретение относится к листовой штамповке и может быть использовано, например, для получения полых изделий глубокой вытяжкой, преимущественно из тонколистового материала.
Известен штамп для глубокой вытяжки полых изделий с фланцем, содержащий размещенную на верхней плите матрицу и установленные на нижней плите пуансон и подвижный в вертикальном направлении прижим с механизмом радиального подпора фланца заготовки в .-виде связанных с приводом подвижных элементов, расположенных в радиальных пазах 1.
Однако известный штамп имеет сложную конструкцию.
Целью изобретения является упрощение конструкции.
Для этого подвижные элементы механизма радиального подпора фланца выполнены в виде облицованных эластичными втулками поворотных дисков, образующих рабочую поверхность прижима и установленных с радиальным зазором относительно пуансона, а привод их поворота выполйен в виде контактирующих с ними аналогичных дисков, установленных в тех же пазах прижима и взаимодействующих с боковой поверхностью пуансона.
С целью интенсификации процесса вытяжки предлагаемый штамп снабжен дополнительными поворотными дисками, установленными в радиальных пазах, выполненных в матрице в зоне вытяжной кромки, при этом центр вращения дисков и их радиус совпадают с центром и радиусом кривизны вытяжной кромки матрицы.
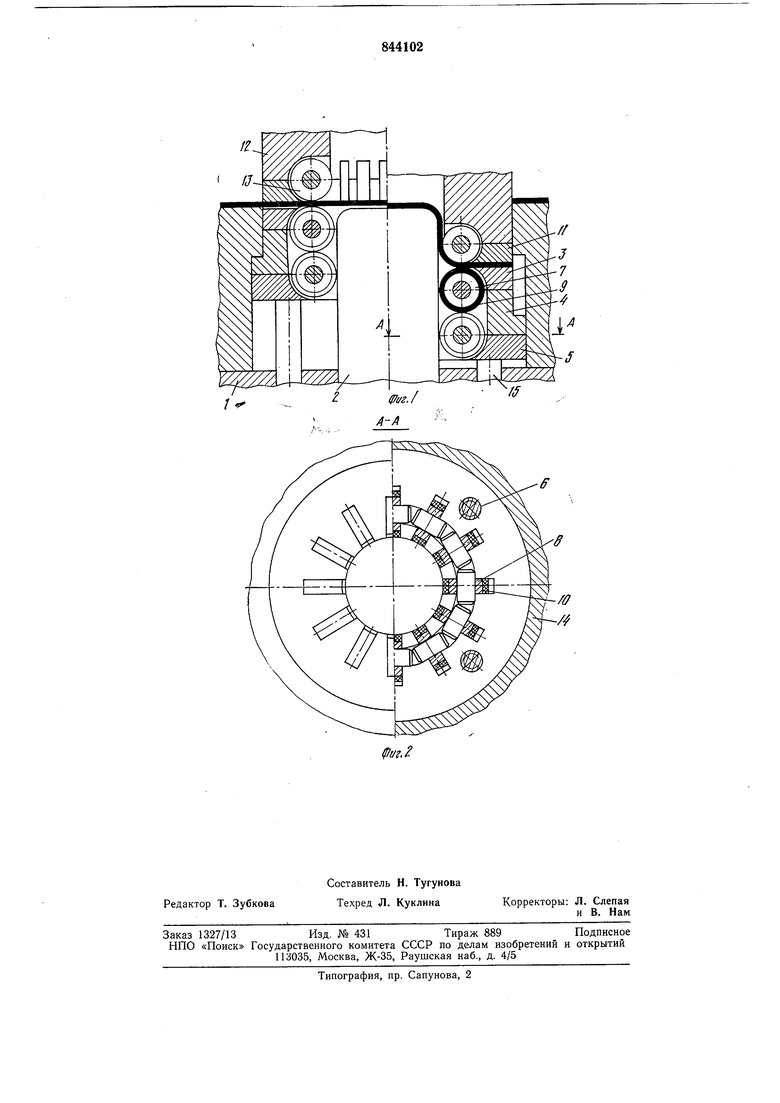
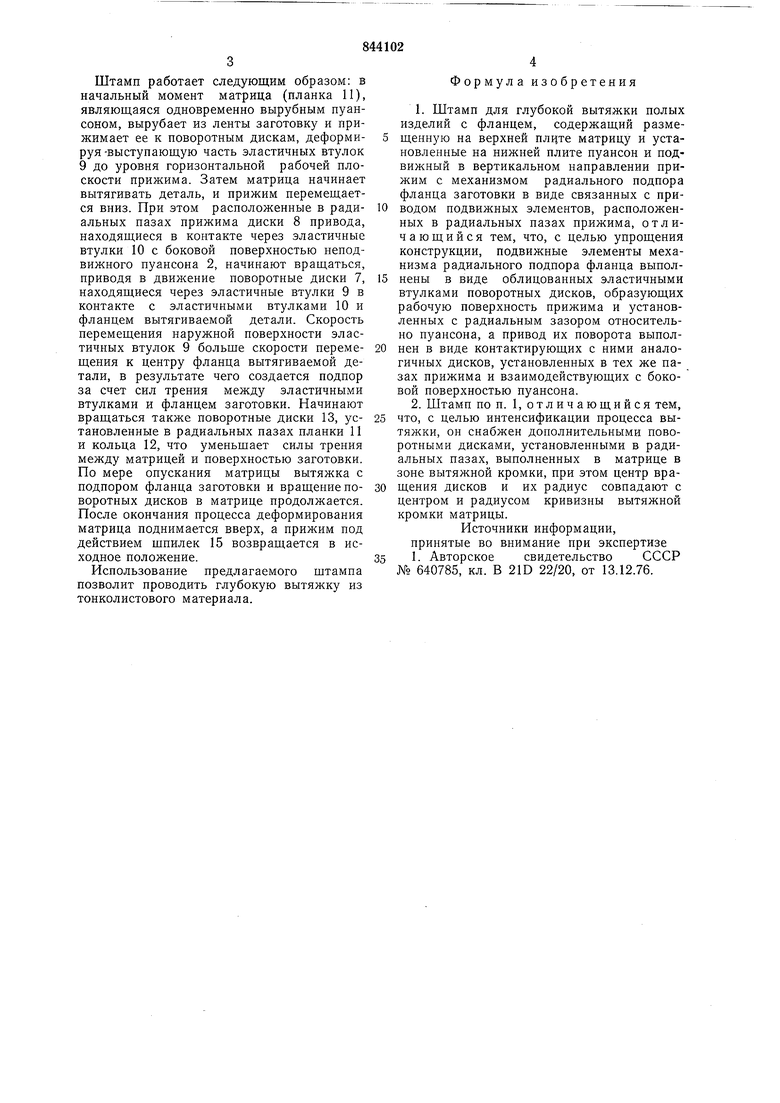
На фиг. 1 схематически изображен предлагаемый штамп: слева в исходном положении, снрава в процессе вытяжки изделия, разрез; на фиг. 2 - сечение А-А фиг. 1.
Штамп содержит нижнюю плиту 1, пуансон 2, прижим с радиальными пазами, состоящий из верхней планки 3, кольца 4 и нижней планки 5, скрепленных винтами Ь. В радиальных пазах прижима расположены подвижные элементы механизма радиального подпора фланца, выполненные в виде поворотных дисков 7 и 8, облицованных эластичными втулками 9 и 10. Матрица состоит из планки 11 и кольца 12, в радиальных пазах которых установлены поворотные диски 13. Штамп снабжен вырубной матрицей 14, а опирается на шпильки 15 буфера (на чертежах не показан).
Штамп работает следующим образом: в начальный момент матрица (планка 11), являющаяся одновременно вырубным пуансоном, вырубает из ленты заготовку и прижимает ее к поворотным дискам, деформируя -выступающую часть эластичных втулок 9 до уровня горизонтальной рабочей плоскости прижима. Затем матрица начинает вытягивать деталь, и прижим перемещается вниз. При этом расположенные в радиальных пазах прижнма диски 8 привода, находящиеся в контакте через эластичные втулки 10 с боковой поверхностью неподвижного пуансона 2, начинают вращаться, приводя в движение поворотные диски 7, находящиеся через эластичные втулки 9 в контакте с эластичными втулками 10 и фланцем вытягиваемой детали. Скорость перемещения наружной поверхности эластичных втулок 9 больше скорости перемещения к центру фланца вытягиваемой детали, в результате чего создается подпор за счет сил трения между эластичными втулками и фланцем заготовки. Начинают вращаться также поворотные диски 13, установленные в радиальных пазах планки 11 и кольца 12, что уменьшает силы трения между матрицей и поверхностью заготовки. По мере опускания матрицы вытяжка с подпором фланца заготовки и вращение поворотных дисков в матрице продолжается. После окончания процесса деформирования матрица поднимается вверх, а прижим под действием шпилек 15 возвращается в исходное положение.
Использование предлагаемого штампа позволит проводить глубокую вытяжку из тонколистового материала.
Формула изобретения
1. Штамп для глубокой вытяжки полых изделий с фланцем, содержащий размещенную на верхней плцте матрицу и установленные на нижней плите пуансон и подвижный в вертикальном направлении прижим с механизмом радиального подпора фланца заготовки в виде связанных с приводом подвижных элементов, расположенных в радиальных пазах прижима, отличающийся тем, что, с целью упрощения конструкции, подвижные элементы механизма радиального подпора фланца выполнены в виде облицованных эластичными втулками поворотных дисков, образующих рабочую поверхность прижима и установленных с радиальным зазором относительно пуансона, а привод их поворота вьшолнен в виде контактирующих с ними аналогичных дисков, установленных в тех же пазах прижима и взаимодействующих с боковой поверхностью пуансона. 2. Штамп по п. 1, отличающийся тем,
что, с целью интенсификации процесса вытяжки, он снабжен дополнительными поворотными дисками, установленными в радиальных пазах, выполненных в матрице в зоне вытяжной кромки, при этом центр вращения дисков и их радиус совпадают с центром и радиусом кривизны вытяжной кромки матрицы.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 640785, кл. В 21D 22/20, от 13.12.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки | 1976 |
|
SU640785A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |