Г
Изобретение относится к обработке металлов давлением с последующим упрочнением термической обработкой и может быть использовано на машинострои- тельнык предприятиях, например, сельскохозяйственного машиностроени)Я при изготовлении отвалов плугов.
Известна установка для изготовления отвалов плугов, содержащая индукционный нагреватель заготовок, jipecc-кассету с pa3beMHbiNrf насадком, состоящим из матрицы и пуансона с закрепленными на них пеканами, и транспортирующую систему, вкпаючшощую штанги и разгрузочные кронштейны Ij,
Однако известная установка не обеспечивает ориентированной выдачи отвалов ппугов и достаточно качественного их изготовления.
Цель изобретения - обеспечение ориетированной выгрузки отвалов плугов и повышение их качества - достигается Te что транспортирующая система снабжена кoпиpны f устройством, шарнирно связанным со штангами через разгрузочные кронштейны, взаимодействующие с матрицей, а шекала на матрице и пуансоне закреплены вдоль обрабатываемого отвала плуга.
Кроме того, с целью повыитения качества закапки,, индукционный нагреватель снабжен дополнительным индуктором, обеспечивающим нагрев заготовки по контуру.
Изобретение представлено на чертеже.
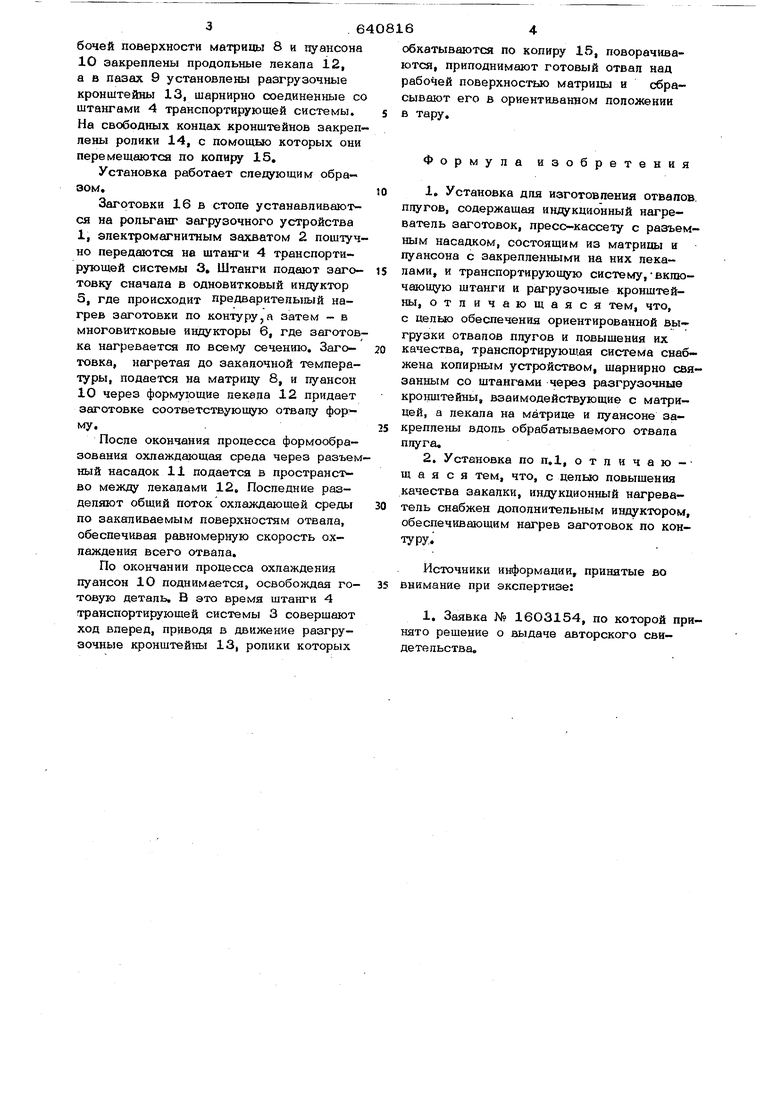
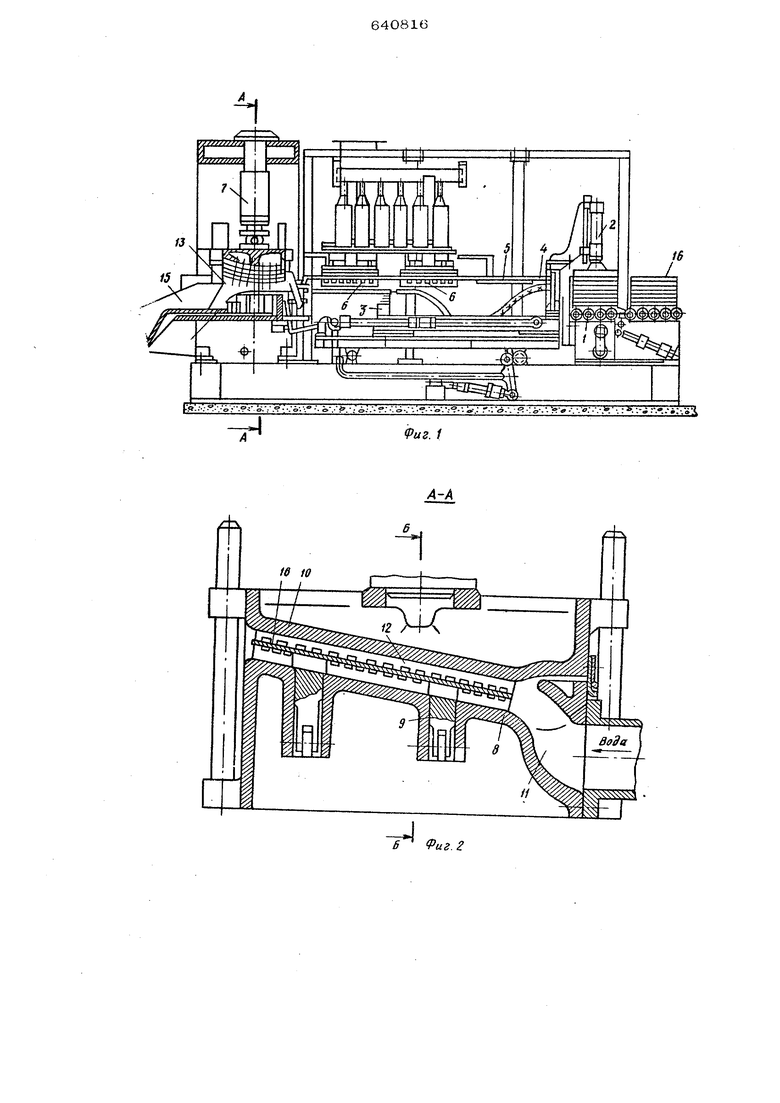
На фиг, 1 показан общий вид установки} на фиг, 2 - разрез А-А фиг. 1; на фиг, 3 - разрез Б-Б фиг, 2,
Установка дпя формообразования и закалки отвалов плугов состоит из загрузочного устройства 1 с закрепленным над ним электромагнитным захватом 2 транспортирующей системы 3 со штангами 4, проходящими через индукторы 5 и 6, гипропресса 7 с пресс-кассетой, состоящей из матрицы 8 .с пазами 9 и пуансона 1О, образующего совместно с матрицей разъемный насадок 11, На рабочей поверхности матрицы 8 и пуансона Ю закреплены продольные лекала 12, а в пазах 9 установлены разгрузочные кронштейны 13, шарннрно соединенные со штангами 4 транспортирующей системы. На свободных концах кронштейнов закреплены ролики 14, с помощыо которых они перемещаются по копиру 15,
Установка работает следующим образом.
Заготовки 16 в стопе устанавливаются на рольганг загрузочного устройства 1, электромагнитным захватом 2 поштучно передаются на штанги 4 транспортирующей системы 3, Штанги подают заготовку сначала в одновитковый индуктор 5, где происходит предварительный нагрев заготовки по контуру,а затем - в многовитковые индукторы б, где заготовка нагревается по всему сечению. Заготовка, нагретая до закалочной температуры, подается на матрицу 8, и пуансон 10 через формующие пекада 12 придает заготовке соответствующую отвапу форму.
После окончания процесса формообразования охлаждающая среда через разъем нь1й насадок 11 подается в пространств во между лекалами 12. Последние разделяют общий поток охлаждающей среды по закаливаемым поверхностям отвала, обеспечивая равномерную скорость охлаждения всего отвала.
По окончании процесса охлаждения пуансон 10 поднимается, освобождая готовую деталь. В это время щтанги 4 транспортирующей системы 3 совершают ход вперед, приводя в движение разгрузочные кронштейны 13, ролики которых
обкатываются по копиру 15, поворач1шаются, приподнимают готовый отвал над рабоч1ей поверхностью матрицы и сбрасывают его а ориентиванном положении в тару.
Формула изобретения
1. Установка для нзготовпения отвапов.
плугов, содержащая индукционный нагреватель заготовок, пресс-кассету с разъемным насадком, состоящим из матрицы н пуансона с закрепленными на них лекапами, и транспортирующую систему,-включающую щтанги и рагрузочные кронштейны, отличающаяся тем, что, с цепью обеспечения ориентированной выгрузки отвалов плугов и повышения их
качества, транспортируюш.ая система снабжена копирным устройством, шарнирно связанным со штангами через разгрузочные крО1Ш1тейны, взаимодействующие с матрицей, а лекала на матрице и пуансоне закреплены вдоль обрабатываемого отвала плуга,
2. Установка по п. 1, о т л и ч а ю щ а я с я тем, что, с целью повышения качества закалки, индукционный нагреватепь снабжен дополнительным индуктором, обеспечивающим нагрев заготовок по конТУРУ.
Источники информации, принятые во внимание при экспертизе:
1. Заявка № 16О3154, по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| Поточная линия для изготовления деталей,например отвалов плугов | 1985 |
|
SU1349868A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Установка для штамповки деталей из листовых заготовок | 1980 |
|
SU997928A2 |
| Установка для штамповки деталей из листовых заготовок | 1984 |
|
SU1232344A2 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Установка для термообработки листовых изделий | 1970 |
|
SU500251A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Способ термической обработки листовых деталей сложной формы | 1973 |
|
SU474566A1 |
| Индукционная установка | 1981 |
|
SU969754A1 |
/ /7///Т/////////////////////////// иг.З
