(54) УСТАНОВКА ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК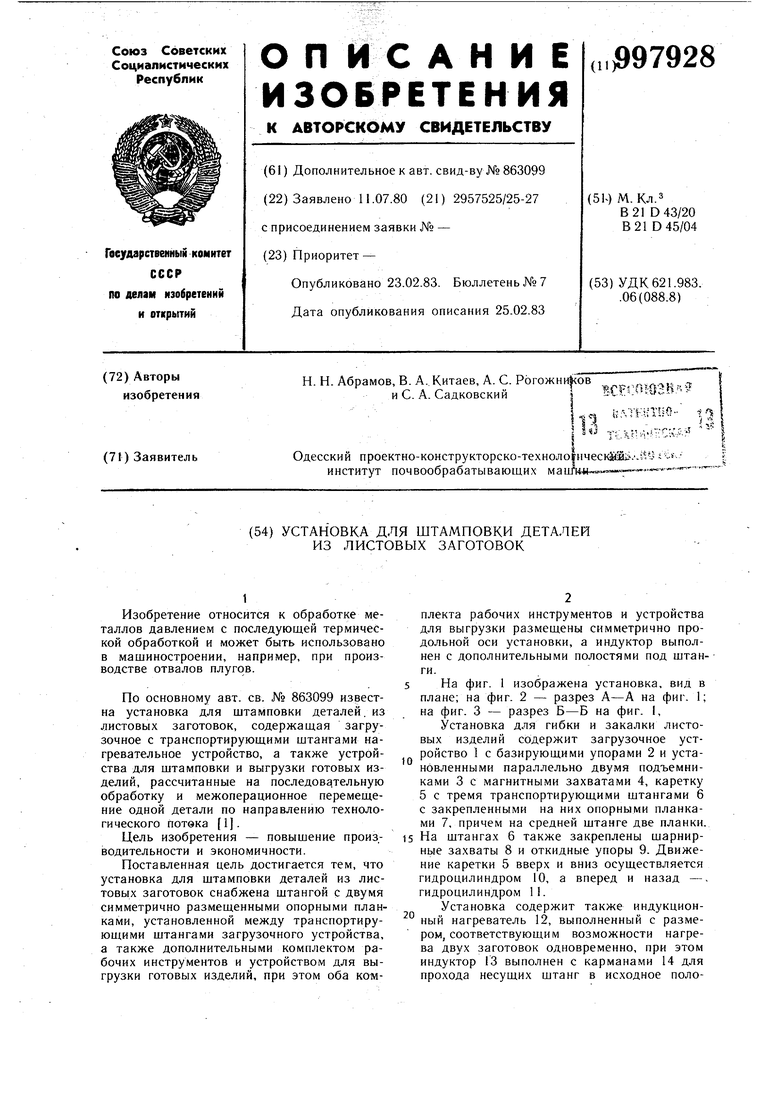

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Стан для раскатки лезвий стрельчатых лап культиватора | 1981 |
|
SU1084101A1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256526C2 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU1004155A1 |
1
Изобретение относится к обработке металлов давлением с последующей термической обработкой и может быть использовано в мащиностроении, например, при производстве отвалов плугов.
По основному авт. св. № 863099 известна установка для щтамповки деталей, из листовых заготовок, содержащая загрузочное с транспортирующими штангами нагревательное устройство, а также устройства для штамповки и выгрузки готовых изделий, рассчитанные на последова.тельную обработку и межоперационное перемещение одной детали по направлению технологического потека 1.
Цель изобретения - повышение производительности и экономичности.
Поставленная цель достигается тем, что установка для штамповки деталей из листовых заготовок снабжена штангой с двумя симметрично размещенными опорными планками, установленной между транспортирующими штангами загрузочного устройства, а также дополнительными комплектом рабочих инструментов и устройством для выгрузки готовых изделий, при этом оба комплекта рабочих инструментов и устройства для выгрузки размещены симметрично продольной оси установки, а индуктор выполнен с дополнительными полостями под штанги.
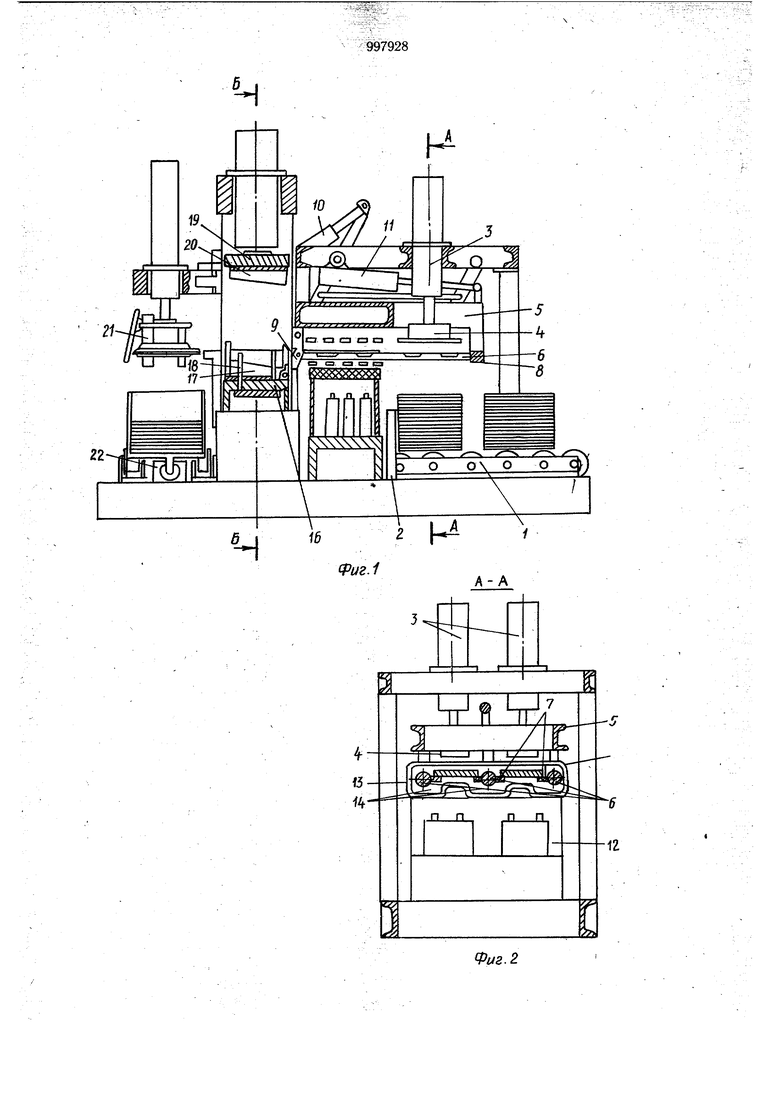
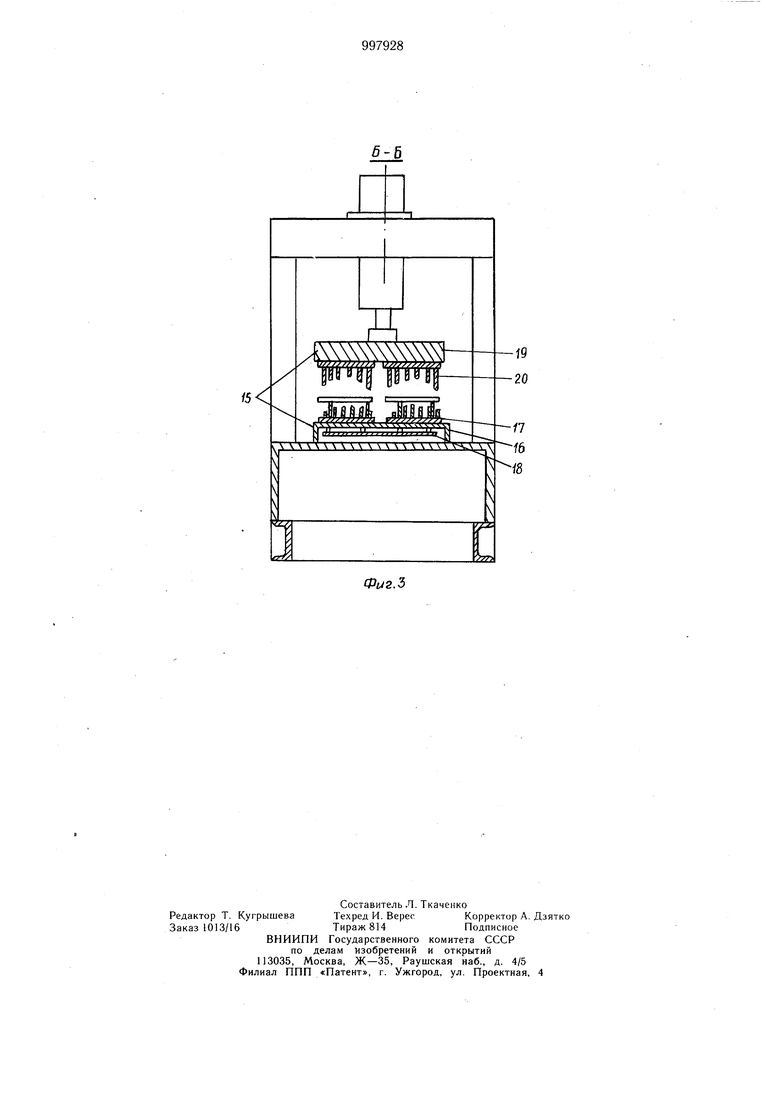
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I,
Установка для гибки и закалки листовых изделий содержит загрузочное устройство 1 с базирующими упорами 2 и устаtoновленными параллельно двумя подъемниками 3 с магнитными захватами 4, каретку 5 с тремя транспортирующими штангами 6 с закрепленными на них опорными планками 7, причем на средней штанге две планки. 15 На штангах 6 также закреплены шарнирные захваты 8 и откидные упоры 9. Движение каретки 5 вверх и вниз осуществляется гидроцилиндром 10, а вперед и назад -, гидроцилиндром П.
Установка содержит также индукцион20ный нагреватель 12, выполненный с размером, соответствующим возможности нагрева двух заготовок одновременно, при этом индуктор 13 выполнен с карманами 14 для прохода несущих щтанг в исходное положение и пресс-кассету 15, на нижней плите 16 которой закреплены параллельно два неподвижных рабочих инструмента 17- и устройство 18 для выгрузки готх)вых изделий. На верхней плите 19 пресс-кассеты 15 закреплены два рабочих инструмента 20. На пресс-кассете 15 шарнирно закреплены два стапелирующих устройства 21.
Установка имеет также транспортер 22 подачи тары.
Установка работает следующим образом,
Листовые заготовки двумя параллельными стопками подаются на загрузочное устройство 1 и ориентируются базирующими упорами 2. Затем они захватываются магнитными захватами 4 и подъемником 3 поднимаются выше уровня щарнирных захватов 8 штанг 6.
При прохождении через шарнирные захваты 8 последние отклоняются и по выходе из контакта с заготовками возвращаются в исходное положение.
В верхнем положении подъемника 3 ток с электромагнитных захватов 4 снимается и заготовки ложатся на шарнирные захваты 8 и на опорные планки 7 штанг 6, находящихся в верхнем положении, гидроцилиндром 11 транспортирующая каретка 5 со штангами бис заготовками перемещается в переднее положение и заносит заготовки в индуктор 13, а затем гидроцилиндром 10 опускается в нижнее положение и укладывает заготовки на выступающие части индуктора 13, при этом штанги 6 размещаются в карманах 14. Гидроцилиндры 11 возвращают каретку 5 в исходное положение.. В дальнейшем описанный цикл повторяется автоматически. После нагрева заготовок каретка совершает обратный ход, и заготовки заносятся в пресс-кассету 15, укладывая на рабочий инструмент 17. После возвращения каретки 5 в исходное положение заготовки
изгибаются рабочими инструментами 17 и 20 и охлаждаются подаваемой в рабочее пространство пресс-кассеты 15 жидкостью, например водой. После подъема плиты 19 пресс-кассеты в верхнее положение готовые изделия устройством 18 для выгрузки поднимаются над уровнем, неподвижного рабочего инструмента 17 и при движении каретки 5 вперед откидными упорами 9 выносятся на стапелирующие устройства 21 и укладываются в тару, расположенную на транспортере 22 подачи тары. Описанные операции производятся автоматически от системы конечных выключателей.
Использование изобретения позволит увеличить производительность установки примерно в два раза.
Формула изобретения
Установка для штамповки деталей из листовых заготовок по авт. св. № 863099 отличающаяся тем, что, с целью повышения производительности и экономичности, она снабжена штангой с двумя симметрично размещенными опорными планками, установленной между транспортируюшими штангами загрузочного устройства, а также дополнительными комплектом рабочих инструментов и устройством для выгрузки готовых изделий, при этом оба комплекта рабочих инструментов и устройства для выгрузки размещены симметрично продольной оси установки, а индуктор выполнен с дополнительными полостями под штанги.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 863099, кл. В 21 Д 43/20, 07.12.79 (прототип).
(риг.1
А-А
