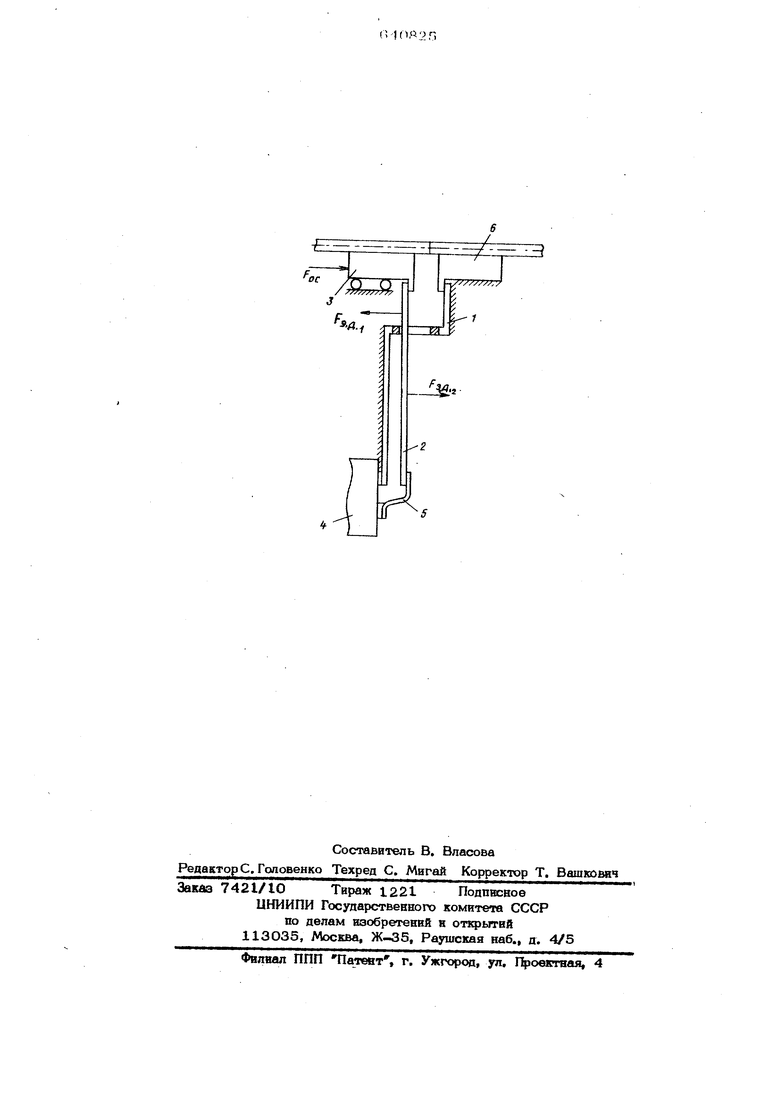
Вочздействия на подвижную плиту в направлении ее перемещения электродинамических сил, возникающих при протекании сварочного тока на участках токоподводов до и после пересечения, напрев лены в разные стороны и компенсируют друг друга. Это делает независимым усилие, при котором происходит деформирование деталей при сварка, от величины сварочного тока и повьпиает качество и стабильность качества сварных соединеНа чертеже схематично изображено вз имное расположение токоподводов сварочного трансформатора и плит машины. Неподвижная токоподводящая шина 1 пересекается с подвижной токоподводящей шиной 2, которая проходит сквозь отверстие в колене шины 1. После пересечения токоподводящие шины идут параллельно друг другу и перпендикулярно направлению перемещения подвижной плиты 3. Токоподводящая шина 2 соединена со сварочным трансформатором4 с помощью гибкой связи 5. Токоподводящая щина 1 соединена с трансформатором и неподвиж ной плитой 6. Работает машина следующим образом При протекании сварочного тока благодаря взаимодействшо магнитных полей участков токоподводов, расположенных выше узла пересечения, на верхнюю част токоподвода 2 и через него на подвижную плиту 3 действует электродинамическая силаРдд . Эта сила направлена навстречу силе f привода осадки, уменьшая ее и,следовательно, неблагоприятно воздействуя на процесс сварки За счет взаимодействия магнитных пол участков токоподводов, расположенных ниже узла пересечения, на токоподводяшую шину 2 действует электродинамичес кая сила Fg я g , направленная в ту же F-.,, привода осадки. Благоторону, что .1 1аря этому компенс11руется неблагоприятное воздействие силы Гд « Отношение длин токоподводов от зажимов до места пересечения и от пересечения до выводов сварочного трансформатора 4 расстояние между токоподводами выбирают такими, чтобы РЗ.Д..д.- . Момент, возникающий от действия сил F д.д и э.д.о воспринимается направляющими подвижной плиты. Предлагаемое изобретение обеспечивает повышение качества сварных соединений за счет стабилизации усилия осадки, прилагаемого к деталям в процессе сварки, облегчает настройку режима сварки, что повьпиает производительность. Формула изобретения Машина для контактной стыковой свар,ки сопротивлением, содержащая установленные на станине подвижную и неподвижную плиты, связанные со сварочным трансформатором двумя параллельными друг другу токоподводящими шинами, расположенными перпендикулярно к направлению перемещения подвижной плиты, о т л и .чающаяся тем, что,, с целью улучшения качества сварных соединений за счет стабилизации усилия осадки путем исключения влияния на подвижную плиту сил электродинамического взаимодействия между ТОКОПОДВОД5НЦИМИ шинами, одна из шин выполнена с коленом, имеющим отверстие через которое проходит втооая шина. Источники информашш, принятые во внимание при экспертизе: 1. Патент Англии № 743574, Ш. 38(4) 7 , 1956.
АД
1 СИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки труб | 1980 |
|
SU1039670A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
| ЭЛЕКТРОД МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2378093C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Машина для контактной стыковой сварки оплавлением | 1975 |
|
SU527267A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО К МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1972 |
|
SU426772A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
.,.
г.
