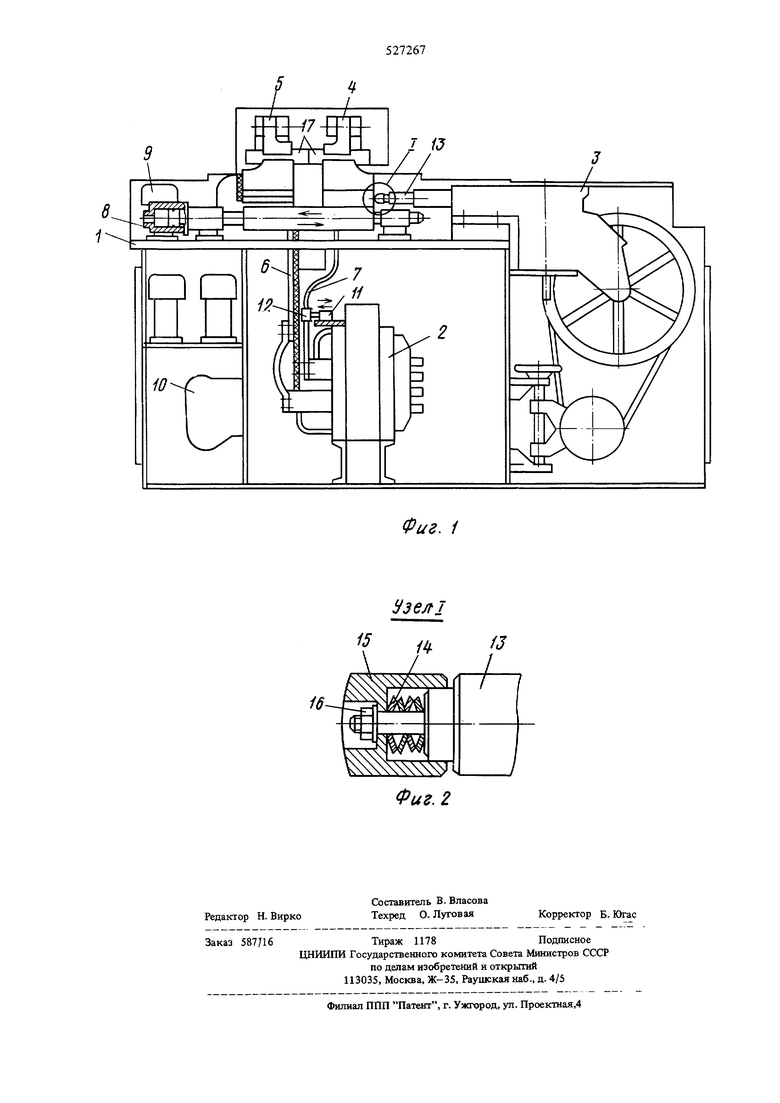
рьш контактирует с хомутиком 12, жестко закрепленным на гибком токоподводе 7, и подключен к электроцепи к атушки электроппевматического клапана 9, подающего сжатый воздух в полости цилиндров 8. На электродвигательком приводе оплавления и осадки 3 установлен ходовой винт 13 с подпружиненной головкой 14, вьшолненной в виде штока. На левом его коще имеется двухступенчатый участок с резьбой, предназначенный для направленного перемещения головки 14 и расположения тарельчатых пружин 15, которые предварительно сжимаются при монтаже головки гайкой 16, навинчиваемой на резьбовой участок. При этом между торцами ходового винца к головкой 14 устанавливается зазор, обеспечивающий перемещение головки вправо при сварке изделий 17.
Машина работает следующим образом.
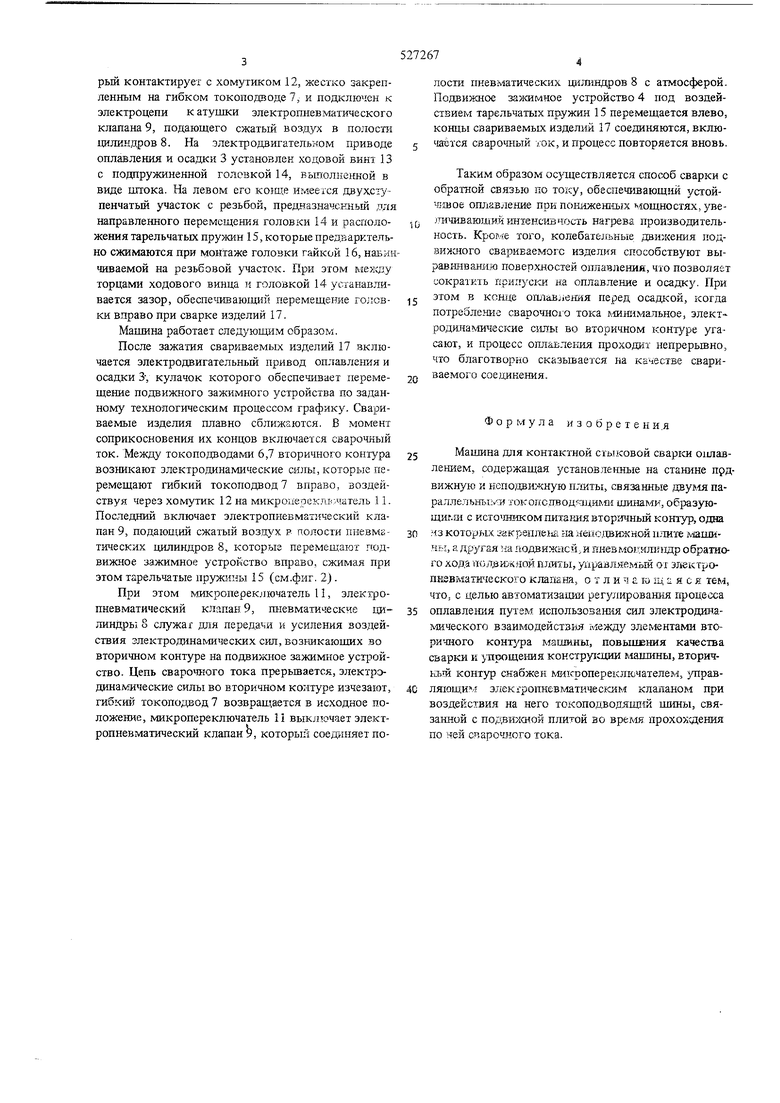
После зажатая свариваемых изделий 17 включается электродвигательный привод оплавления и осадки 3, кулачок которого обеспечивает перемещение подвижного зажимного устройства по заданному технологическим процессом графику. Свариваемые изделия плавно сближаются. В момент соприкосновения их концов включается сварочный ток. Между токоподводами 6,7 вторичного контура возникают электродинамические силы, которые перемещают гибкий токоподвод7 вправо, воздействуя через хомутик 12 на микроиерекл.р:.чатель 11. Последний включает электропневматический клапан 9, подающий сжатый воздух р полости пневматических цилиндров 8, которые перемещаих подвижное зажимное устройство вправо, сжимая при этом тарельчатые пружины 15 (см.фиг. 2).
При этом микропереключатель 11, элекгропневматический клапан 9, пневматические цилиндры о служаг для передачи и усиления воздействия электродинамических сил, возникающих во вторичном контуре на подвижное зажимное устройство. Цепь сварочного тока прерьшается, эяектрэдиналжческие силы во вторичном контуре изчезают, гибкий токоподвод 7 возвращается в исходное положение, микропереключатель П выключает электропневматический клапан У, который соединяет полости пневматических циш1ндров 8 с атмосферой. Подвижное зажимное устройство 4 под воздействием тарельчатых пружин 15 перемещается влево, концы свариваемых изделий 17 соединяются, вклюйётся сварочный iOK, и процесс повторяется вновь.
Таким образом осуществляется спос-об сварки с обратной связью по току, обеспещшающий устой4jffloe оплавление при пониженных мощностях,увеяичиваюшийрЕнтенсивчость нагрева производительность. Кроме того, колебательные движения подви шого свариваемого изделия способствуют выравниванжю поверхностей оплавления, что позволяет сократить припуски на оплавление и осадку. При
этом в конце оплавле1шя перед осад1сой, когда потребление сварочного тока лшнимальное, элект родлнамическле силы во вторичном контзре угасают, и процесс оплавления проходит непрерьшно, что благотворно сказьшается на качестве свариваемого coe)J нeния.
20
Формула и 3 о б р е т а и и.я
Машина для контактной стыковой сварки оплавлением, содержащая установленные на станине прдвижную и неподаижную п.жты, связанные двумя параллельны;.;и хокопс..ш шинами, образующиг.о с источш1компиташ1я вторичный контур, одна
13 которых, зак реплеы Jia неподаижной петите машиfifci, а другая на подвижг сй и nнeвмoцилIf щp обратного хода «олэижяой гишты, управляемый от электро nKaBMaTiPJecKoro Kjiarism, огличающаяся тем, что, с целью автоматизации регулировашш процесса
оплавле1гая путем использования сил злектродиналжческого взаимодейств1 я между элементами втоpH4iioro машины, повыявния качества сварки и упрощения кокструющи машины, вторичньш контур снабжен микропереключателем, jmpaBляющим элекгропневк-итичесгсим клапаном при воздействия на него токоподводящий цпшы, связанной с подаихшой плитой во время прохохсдения по ней сварочного тока.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
| Машина для контактной стыковой сварки труб | 1980 |
|
SU1039670A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |
| Машина для контактной стыковой сварки | 1972 |
|
SU450665A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| Способ стыковой сварки непрерывным оплавлением | 1976 |
|
SU737156A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1991 |
|
RU2016723C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
Фиг. 2
