Предлагаемый станок даёт возможность при преДва.рительном шлифовании шестерён, путём обкатывания шестерни по рейке, заменить дорогостояшее оборудование -1 обеспечить точность в пределах и,02 мм.
Отличите льно11особенностью
станка является применение двух расположенных по одной оси, реек. У одной из реек крайний зуб срезан пополам % образует целый зуб с шлифовальным кругом, установленным под углом зацепления рейки.
На чертеже фиг. I и 2 изображают предлагаемый станок спереди и сбоку. Две рейки 12 расположены по одной оси на станине 1. Шлифовальный круг 2, закреплённый на валике 3 электрод вигателя 4, установлен под углом зацепления рейки И составляет со срезанным пополам крайним зубом -рейкад целый зуб. Шлифуемая шестерня 5 вручную прокатывается но средней части рейки. Сторона одного из зубьев шестерни, обкатываясь -по рейке, входит в зацепление с кругом. Прокатив, шестерню, пока она не выйдет из зацеплетмя с кругом, её поворачивают на следующий зуб и }.глнфуют второй- зуб, и -так да.т1ее
до полного шлифования всех зубьев с одной стороны. После этого шестерню поворачивают и шлифуют вторую сторону профиля зубьев тем же порядком.
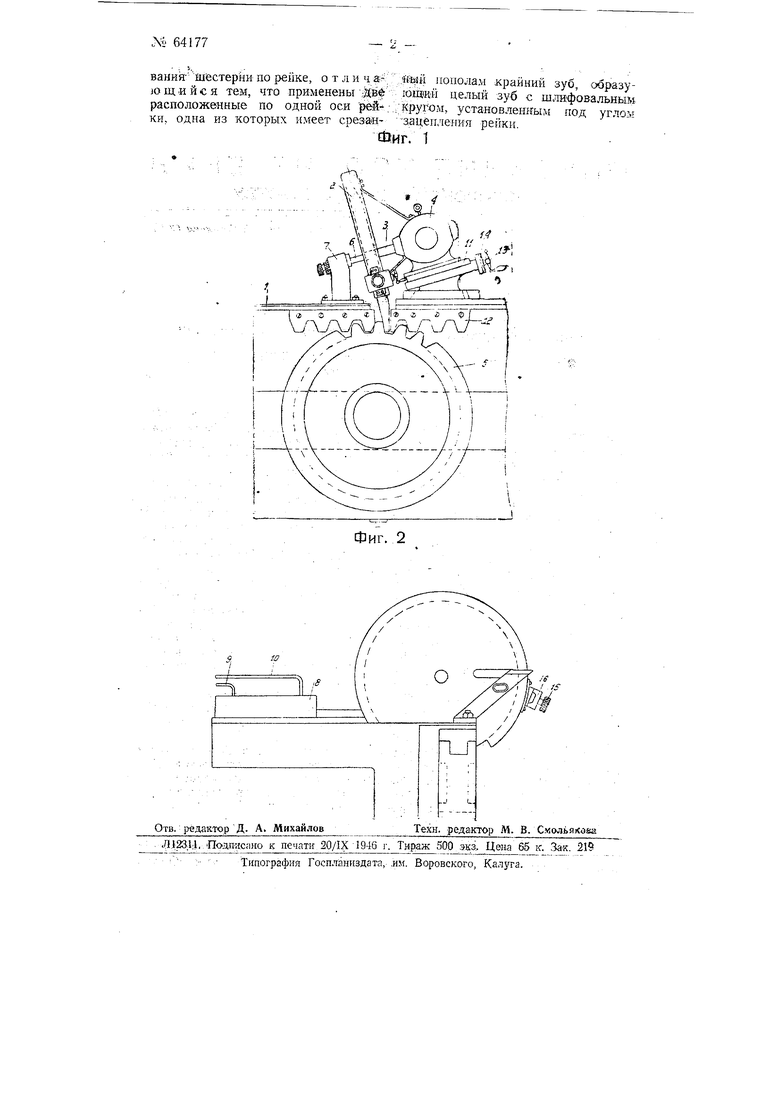
Для равномерной прошлифовки Bceil высоты зуба электродвигатель совместно с шлифовальным кругом южeт нередвигаться вверх и вниз в вертикальном направлении, на высоту зуба. Перемешение осуществляется при помощи соответствующих направляющих и гидравлической установки, состоягцей из цилиндра 8 и маслопроводов 9 и 10. Перемещегшеэлектродвигателя
производится при помощ 1 супорта 11. Для более точного перемещения супорта II предусмотрена ручка 13 и нониус 14.
Заправка шлифовального Rjiyra по пдюскости производится алмазом 6, KOTopbiii закреплён па oToiiке 7.
Заправка шлифовального круга по диаметру осущеотв.дяется вторым алмазом 15, перемещаемым в колодке 16, прикреплённой к заuiHTHOMy кожуху 17.
П р е дш е т изобретении..
Станок для предварительного шлифовании шестерён путём обкатывания- шестерни по рейке, о т л и ч а-; «ьш пополам крайний зуб oooaav)ощийся тем, что применены-.aBer, ювдий целый зуб с шлифовааьньш расположенные по одной оси рей-;,,,Кругом, установленкым под упом ки, одна из которых имеет срезан- sauen.ieHHfl рейки.
Шиг. 1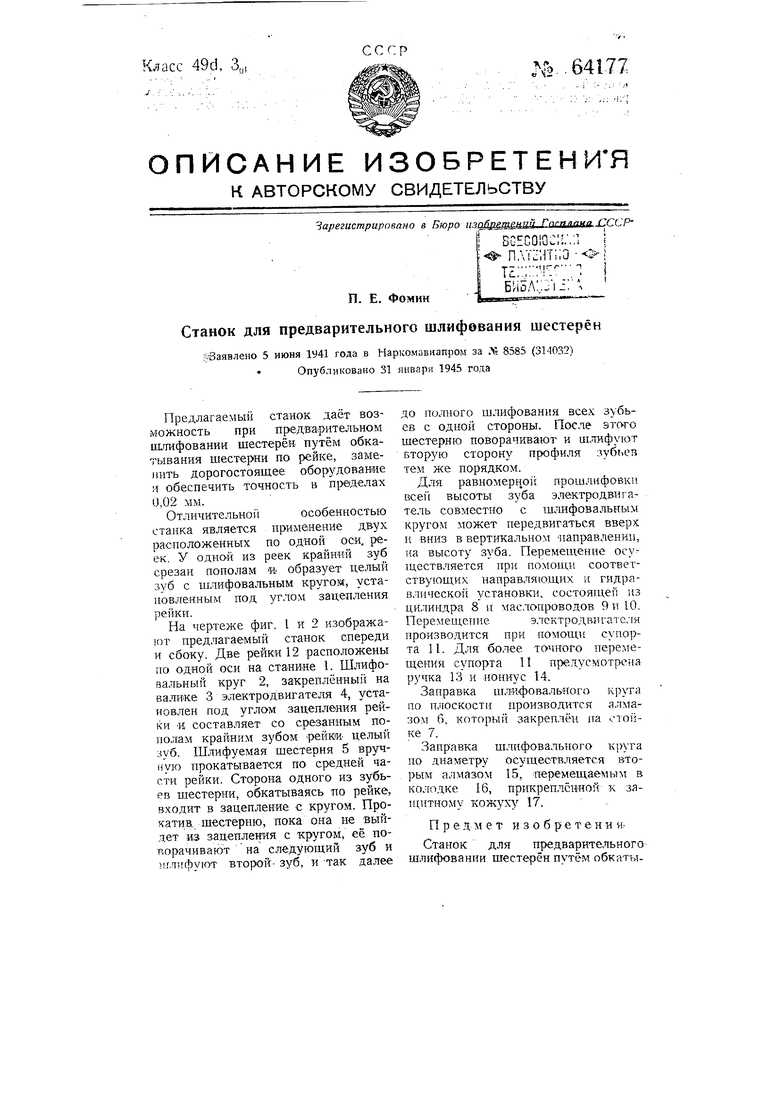
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых колес на зуборезном стайке | 1937 |
|
SU64190A1 |
| Двухшпиндельный шлифовальный станок | 1941 |
|
SU63782A1 |
| Приспособление для правки профильного круга при шлифовании цилиндрических зубчатых колес | 1940 |
|
SU63217A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ шлифования зубьев цилиндрических зубчатых колес и устройство для его осуществления | 1980 |
|
SU925242A3 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
а
