1
Изобретение относится к области обработки металлов давлением, а именно к устройствам для калибровки.
Известен инструмент для калибровки гнутых профилей, содержащий сопряженные между собой наклонные заходной и выходной, а также калибрующий участки l .
Недостатком известного инструмента является сравнительно низкое качество калибровки и невозможность калиброват с его помошью профили с :минимальными радиусами внешних углов.
Целью изобретения является повышение качества калибровки и расширение технологических возможностей инструмента путем обеспечения возможности калибровки профилей с минимальными радиусами внешних углов.
Эта цель достигается за счет того, что в предлагаемом инструменте линия пересечения плоскости калибрующего участка с плоскостью заходного участка расположена под углом 75-87 к
ОСИ калибровки и параллельна линии пересечения плоскости калибрукнцего yHacTw ка с плоскостью выходного участка.
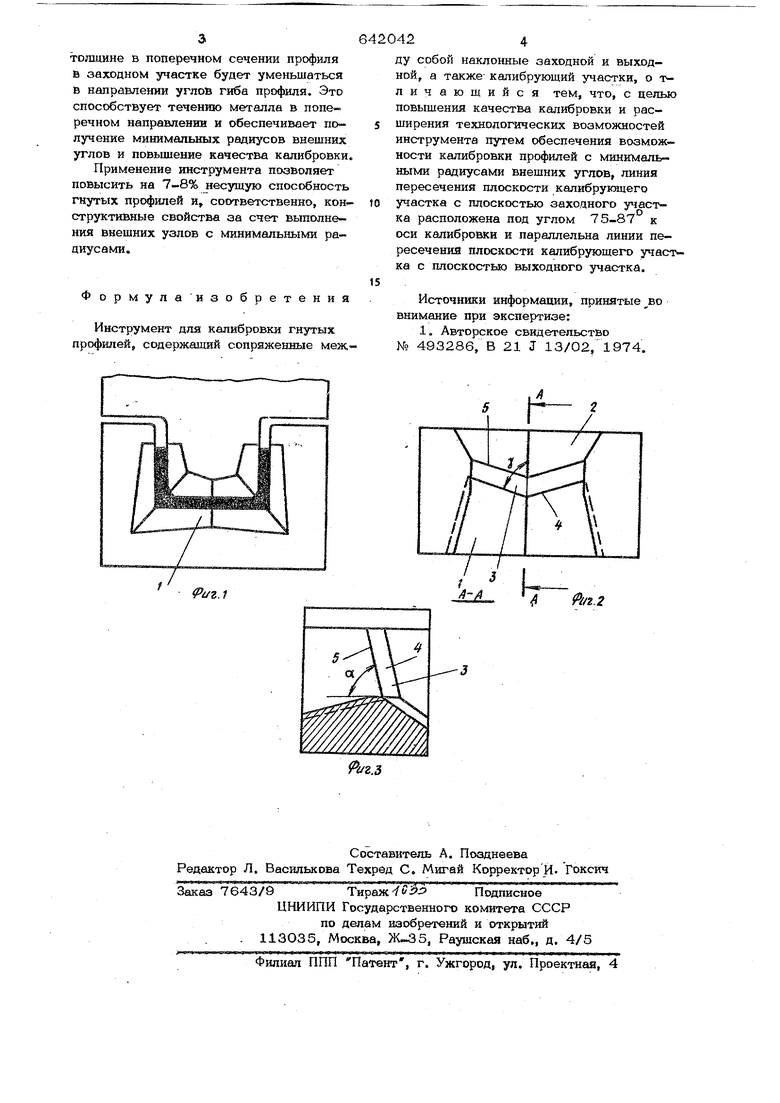
На фиг. 1 изображена схема предлагаемого инструмента; на фиг, 2 - то же, вид в плане; на фиг. 3 - сечение А-А на фиг. 2,
Инструмент содержит наклонные заходной 1 и выходной 2 участки, а также калибрующий участок 3. Линия пересечения 4 плоскости калибрукнцего участка 3 и плоскости заходного участка 1 расположена под углом к оси калибровки и параллельна линии пересечения 5 плоскости калнбрующего участка 3 с плоскостью выходного участка 2,
Инструмент работает следующим образом.
Калибрующий гнутый профиль с радиусами гиба 2-2,5 толщины полки подается в заходной участок инструмента. Благодаря наклону линии 4 плоскостей калибрующего участка 3 деформация по
толщине в поперечном сечении профиля в заходном участке будет уменьшаться в направлении углов гиба профиля. Это способствует течению металла в поперечном направлении и обеспечивает получение минимальных радиусов внешних углов и повьш1ение качества калибровки.
Применение инструмента позволяет повысить на 7-8% несущую способность гнутых профилей и, соответственно, конструктивные свойства за счет выполнения внешних узлов с минимальными радиусами.
Формулаизобретения
Инструмент для калибровки гнутых профилей, содержащий сопряженные меж,Puz.l
420424
ду собой наклонные ааходной и выходной, а также- калибрующий участки, о тличающийся тем, что, с целью повышения качества калибровки и рас5 ширения технологических возможностей инструмента путем обеспечения возможности калибровки профилей с минимальными радиусами внешних углов, линия пересечения плоскости калибрующего участка с плоскостью заходного участка расположена под углом 75-87 к оси калибровки и параллельна линии пересечений плоскости калибрующего участка с плоскостью выходного участка.
Источники информации, принятые о внимание при экспертизе:
1о Авторское свидетельство № 493286, В 21 J 13/02, 1974.
Ш.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2025165C1 |
| Способ изготовления гнутых @ -образных профилей | 1985 |
|
SU1233983A1 |
| Способ получения крутоизогнутых патрубков и устройство для его осуществления | 1989 |
|
SU1738424A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Инструмент для изготовления отводов из труб | 1981 |
|
SU975138A1 |
| Дисковый обкатник | 1984 |
|
SU1276408A2 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
