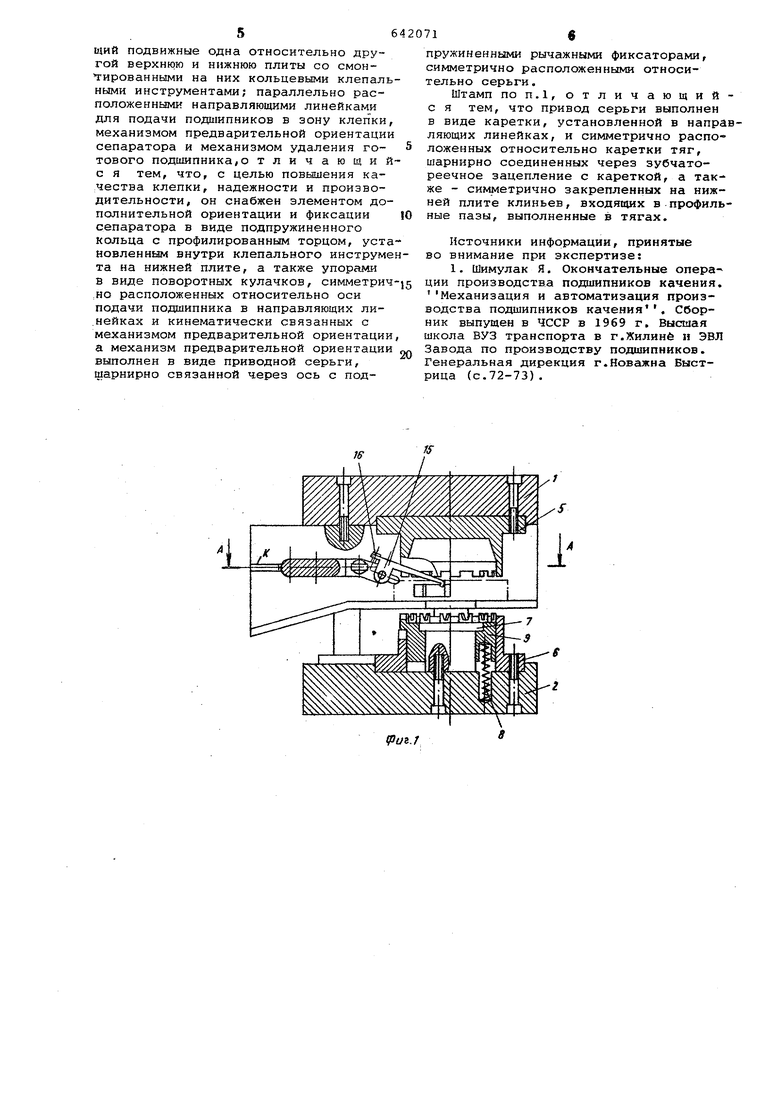
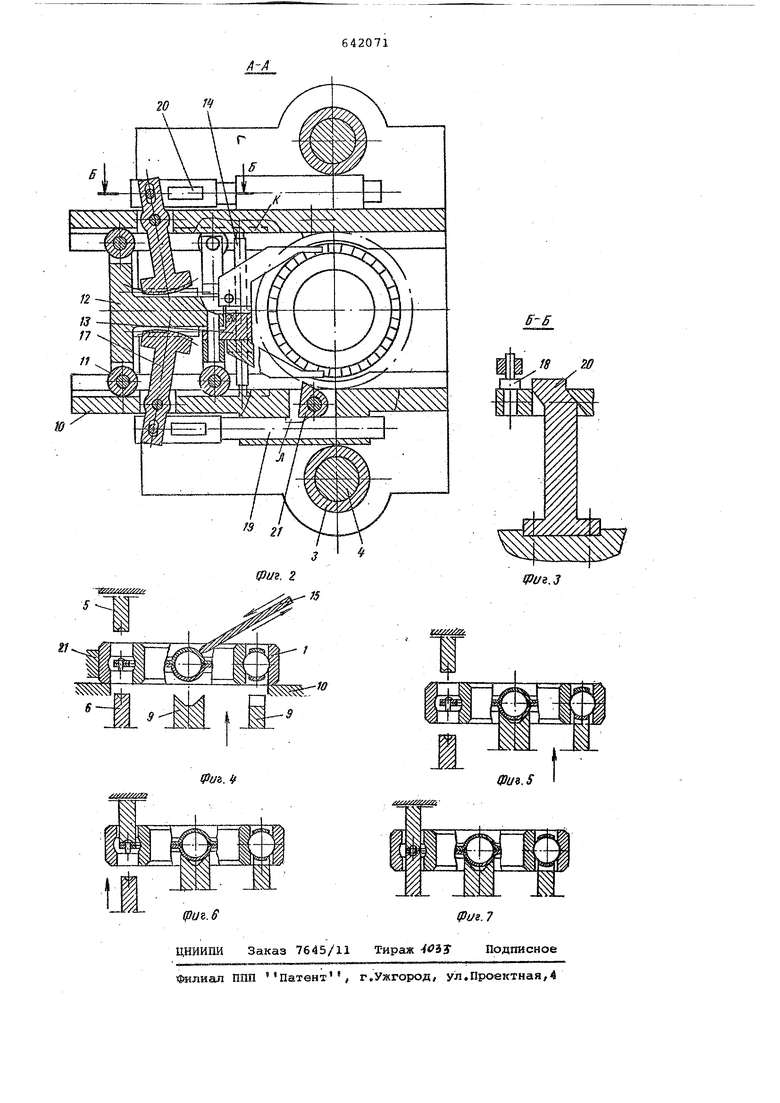
(54) ШТАМП ДЛЯ КЛЕПКИ довннка-адг сепаратора сохранится и пос 7ie окончания клепки. Цель изобретения - повышение ка Честна заклепочного соединения, производительности и надежности работы механизмов штампа для клепки змейковых сепараторов по,цш.ипников с нечетлым количеством выступов. Для этого штамп снабжен элементом дополнительной ориентации и фиксации сепаратора в виде подпружиненного кольца с профилированнш / торцом, уста новленным внутри клепального инструмента на нижней, плите, а также упорами в виде поворотных кулачков, симмет рично расположенных относительно оси подачи подшипника в направляющих лине ках и кинематически связанных с механизмом предварительной ориентации, а механизм предварительной ориентации в полнен в виде приводной серьги, шарнярно связанной через ось с подпружиненными рычажными фиксаторами, сим.етрично расположенными относительно серь зги,. При этом привод серьги выполнен в виде каретки, установленной в направля1ок их линейках, и симметрично расположенных относительно каретки тяг, шарнирно соединенных через зубчатореечное зацсшление с кареткой, а также симметрично закрепленных на нижней плите клиньев, входящих в профильньте пазы, выполненные в тягах. На фиг Л изображен- предлагаемый штамп, общий вид; на фиг.2 - разрез А-А на фигЛ; на фиг.З - разрез по на фиг.2; на фиг,4-7 положения элементов штампа -относительно склепываемого сепаратора подшипника. Штамп для клепки сепараторов подшипников качения состоит из верхней 1 и нижней 2 плит, которые центрируются одна относительно другой направляю, щими втулками 3 и колонками 4. На пли тах соосно установлены кольцевые верх ний 5 и нижний б клепальные инструмен ты , Соосно в нижнем клепальном инструменте б установлен поджатый до ограни чителя 7 пружинами 8 элемент дополнительной ориентации 9 в виде кольца с профилированнм торцом, т.е. с впадина ми под выступы сепаратора. К верхней плите симметрично клепальному инструменту 5 прикреплены две направляющие линейки 10, на внутренних сторонах которых зе жально выполнены копирвые посадки в них роликов .11 каретки 12 привода механизма пред варительной ориентации сепаратора, ко торый состоит из серьги 13, шарнирно соединенной с кареткой с помощью оси 14,оба конца которой взаимодействуют с копирами пазом К и фиксатором 15,шарнирно установленными также на оси 14 и подпружиненными относительно Серьги (пружины,на чертеже не показаны), до ограничителя поворота 16. Каретка с помощью зубчато-реечного зацепления рьгаагов 17 и штырей 18 кинематически связана с тягами 19, симметрично расположенными в наружных шриливах направляющих линеек, В профильные пазы тяги входят клинья 20, установленные на нижней плите. На боковой поверхности каждой тяги выполнен копирный профиль Л, взаимодействующий с упорами 21 в виде поворотных кулачков, установленньгми в направляющих линейках. Исходны является положение штампа, при котором нижняя ш.ита 2 находится в крайнем нижнем положении, а собранный подшипник по направляющим линейкам 10 подан в позицию клепки до упоров 21 и ориентирован механиз ом предварительной ориентации. При начале движения нижней плиты 2 вверх относительно верхней неподвижной плиты 1,пока нижний клепальный инструмент не достиг подшипника, клинья 20 перемещают тяги 19 в крайнее положение; тяги, освобождая упоры 21, одновременно с помощью зубчатореечных рычагов 17 уводят каретку 12 в крайнее левое положение. Каретка, пе- ремещаясь в пазах К направляющих линеек, уводит из зоны клепки меxafiHSM предварительной ориентации сепаратора. При дальнейшем движении нижней пЛиты вверх элемент дополнительной ориентации 9 впадинами профилированного торца захватывает подшипник за выступы нижней части сепаратора, ориентирует сепаратор окончательно относительно инструмента (см.фиг.5), При дальнейшем подъеме подшипник достигает верхнего инструмента клепки. За счет сжатия пружин 8 элемент дополнительной ориентации останавливается, при этом половинки сепаратора поджимаются одна к другой (см.фиг.6). В конечной стадии подъема нижней плиты ведется клепка (см.фиг,). Затем начинается ход вниз, и все перечисленные операции идут в обратной .последовательности, После того как склепанный подшипник опустится на направляющие линейки 10 механизмом, не связанным со штампом, начнется подача в позицию клепки следующего подшипника, при этом упоры 21 будут раздвинуты готовым подигапников и пропустят его на наклонный склиз, но закроются под действием копирной потяги 19 перед подшипверхностиником несклепанным. В момент подхода несклепанного подшипника к упорам 21 каретка 12 снова подает механизм на позицию предварительной ориентации сепаратора, и цикл повторяется. Формула изобретения Штамп для клепки змейковых сепзрагороЕ подшипников качення, содержащий подвижные одна относительно другой верхнюю и нижнюю плиты со смонтированными на них кольцевыми клепал ными инструментами; параллельно расположенными направляющими линейками для подачи подшипников в зону клепки механизмом предварительной ориентаци сепаратора и механизмом удаления готового подшипника,о тличающи с я тем, что, с целью повышения качества клепки, надежности и производительности, он снабжен элементом до полнительной ориентации и фиксации сепаратора в виде подпружиненного кольца с профилированным торцом, уст новленным внутри клепального инструм та на нижней плите, а также упорами в виде поворотных кулачков, симметри .но расположенных относительно оси подачи подшипника в направляющих ли.нейках и кинематически связанных с механизмом предварительной ориентаци а механизм предварительной ориентаци выполнен в виде приводной серьги, шарнирно связанной через ось с под71пружиненными рычажными фиксаторами, симметрично расположенными относительно серьги, Штамп ПОП.1, отличающийс я тем, что привод серьги выполнен в виде каретки, установленной в направляющих линейках, и симметрично расположенных относительно каретки тяг, щарнирно соединенных через зубчатореечное зацепление с кареткой, а также - симметрично закрепленных на нижней плите клиньев, входящих в профильные пазы, выполненные в тягах. Источники информации, принятые во внимание при экспертизе; 1. Шимулак Я. Окончательные операции производства подшипников качения. Механизация и автоматизация производства подшипников качения . Сборник выпущен в ЧССР в 1969 г. Высшая школа ВУЗ транспорта в г.Жилине и ЭВЛ Завода по производству подшипников. Генеральная дирекция г.Неважна Быстрица (с.72-73).

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ИЗДЕЛИЙ ТИПА ЗМЕЙКОВЫХ СЕПАРАТОРОВ ПОДШИПНИКОВ КАЧЕНИЯ | 2000 |
|
RU2202435C2 |
| Устройство для клепки змейковыхСЕпАРАТОРОВ пОдшипНиКОВ КАчЕНия | 1979 |
|
SU829309A1 |
| Штамп для клепки | 1980 |
|
SU950475A1 |
| Способ сборки радиальных шариковых подшипников | 1976 |
|
SU717423A1 |
| Устройство для клепки сепараторов шарикоподшипников | 1979 |
|
SU871992A1 |
| Устройство для клепки сепараторов подшипников качения | 1989 |
|
SU1668008A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Клепальная установка | 1981 |
|
SU1016032A1 |
| Штамп для групповой клепки ступенчатых деталей | 1990 |
|
SU1712057A1 |
| Установка для сборки подшипников | 1981 |
|
SU963683A1 |
Риг.1
