Изобретение относится к обработк металлов давлением, -в частности к штампам для профильной обрезки концов труб.
Целью изобретения является повышение качества обрезки.
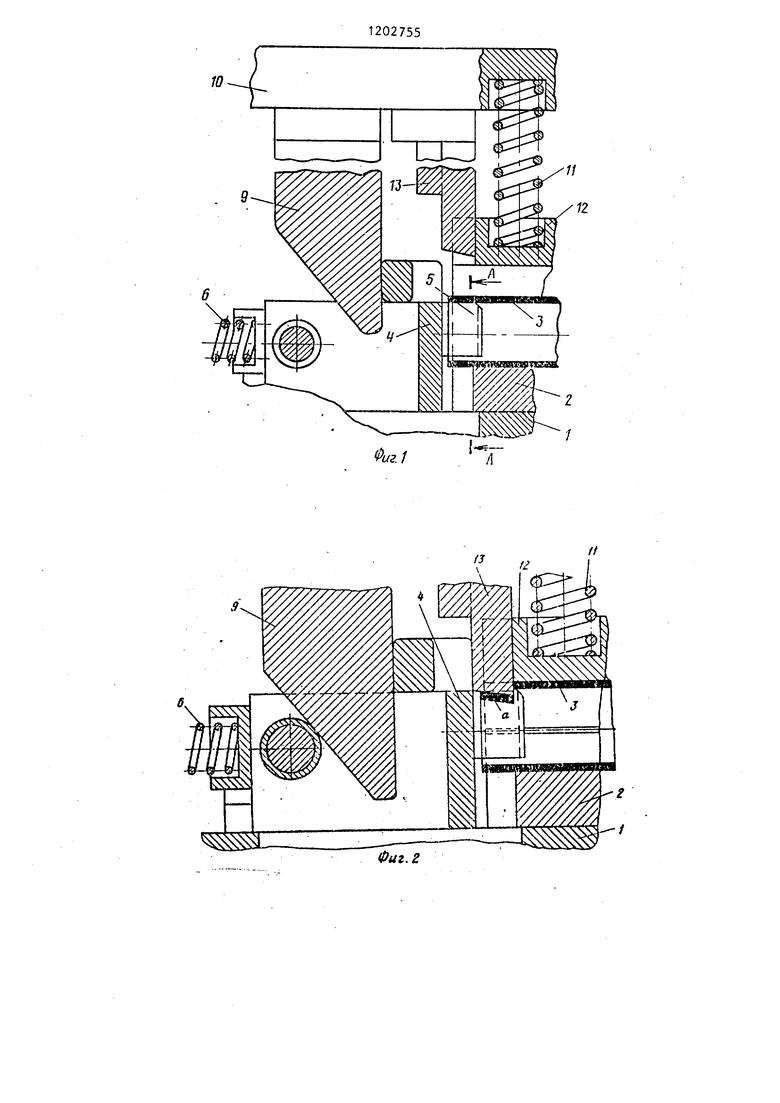
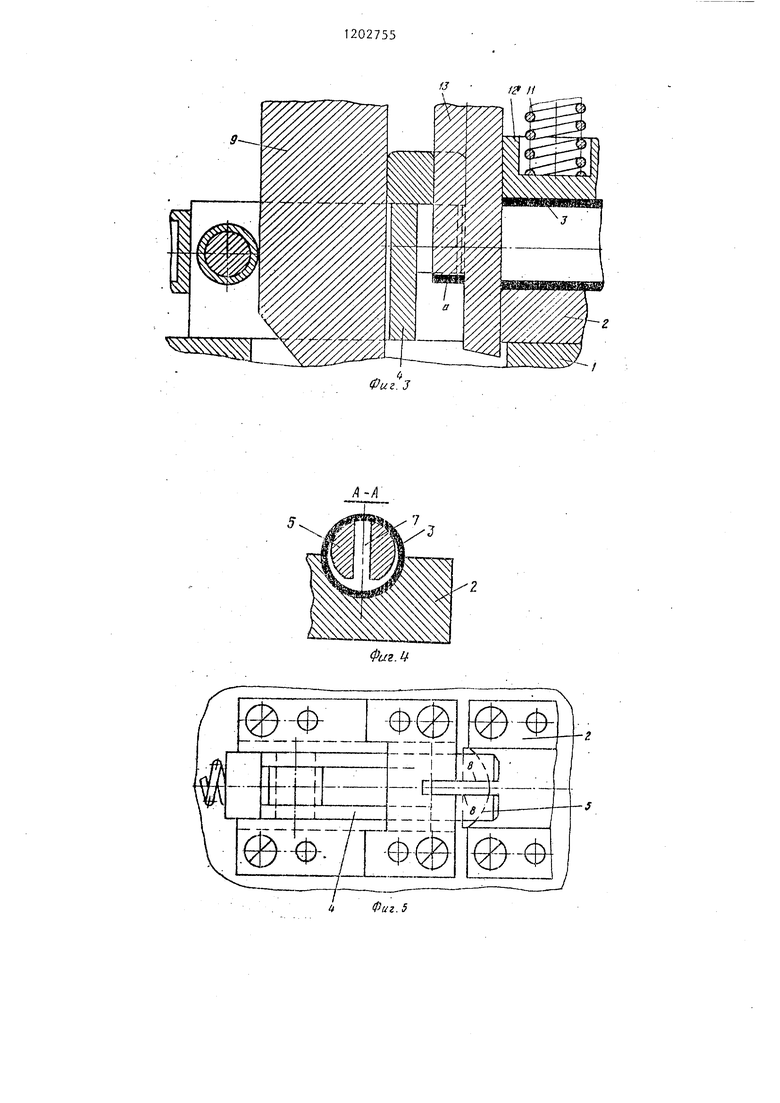
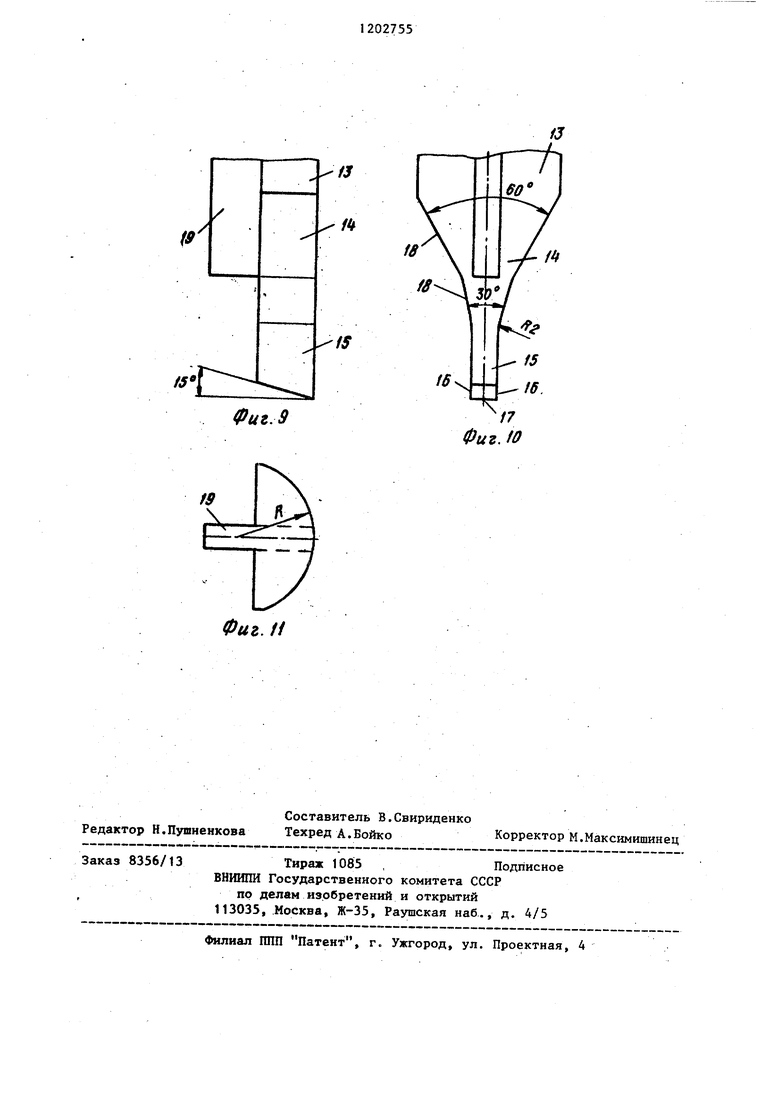
На фиг. 1 изображен штамп для профильной обрезки концов труб, исходное положение; разрез; нгг фиг. 2 - то же, промежуточная стадия обрезки, на фиг, 3 - то же, конечное положение, на фиг. 4 - ра А-А на фиг. 1; на фиг. 5 - штам без подвижных элементов верхней плиты, план; на фиг. 6 - полуматри- цы штампа; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8 - разрез В-В на фнг. 7; на .фиг. 9-пуансон, общий вид; на фиг. 10-то же, вид сбоку, на фиг. 11 - то же, план.
Штамп для профильной обрезки концов труб содержит нижнюю плиту на которой размещена неподвижная полуматрица 2 и установлена подвижно в направлении оси обрезаемой трубы 3 ползушки 4, несугцая оправку- матрицу 5. Ползушка 4 подпружинена пружиной 6. В оправке-матрице 5 выполнен сквозной в направлении линии реза паз 7, образующий в верхне части оправки-матрицы две режущие кромки 8. Ползушка 4 управляется клином 9, закрепленньм на верхней подвижной плите 10. На верхней плите 10 установлена подвижная и подпружиненная пружиной 11 полуматрица 12 и жестко закреплен пуансон 13, состоящий из обрезного участка 14 и расположенного в его нижней части вырубного.участка 15. ырубной участок 15 пуансона оснащен двумя режущими кромками 16 и закругленной режущей кромкой 17, которые ,образованы двумя параллельными и одной закругленной боковыми гранями и нижним торцом, скошен-- иым под углом 15°. Обрезной участок 14 пуансона имеет профильный . режущий контур, выполненньй выпук- Л)Гм по дуге окружлости с радиусом R , равным радиусу заданного про
филя обрезаемой трубы, а обрезные режущие кромки 18 выполиень наклонными по отношению друг к другу сна-. чала под углом 30, а затем под углом 60°. На нерабочей боковой грани обрезного участка 14 пуансона 13 выполнен выступ 19, который, поочередно с вырубным учас .ком 15 пуансона взаимодействует с пазом оправки-матрицы 5.
Штамп для профильной обрезки торцов трубы работает следующим образом.
Обрезаемую трубу 3 устанавливают на .неподвижную полуматрицу 2 и оправку-матрицу 5. При движении верхней плиты. 10 вниз подвижная полуматрица 1 2 зажимает трубу 3. При дальнейшем движении плиты 10 вниз в работу вступает вырубной участок 15 .пуансона 13, режуБ),ие ;сромки 16 и 17 которого, а также режущие кромки 8 оправки-матрицы 5 производят вырубку верхней части отхода о. (фиг, 3), проталкивая ее в паз 7 оправки-матрицы 5. Далее вступает в работу клип 9, который осуществляет отвод ползущки 4 вместе с оправкой- матрицей 5 и расположенной в ее пазу 7 вырубленной частью отхода о. из з.оны штамповки. При этом в освобожденной зоне штШ Шовки вступает в работу обрезной участок 14 пуансона 13, который СБОИМ профильным режущим контуром при участии режу- щих кромок пол т-штриц 2 u12 осущестпля-- ет- окончательную профильную обрезку конца трубы 3 (фиг. 5), при этом отход свободно падает в окно штампа. Одновременно выступ 19 пуансона выташсивает вырубленную часть отхода U. из паза 7 оправки-матри- ПД)1 5 --в то же .о.кно штампа.
После завершения цикла жтампов- ки плита 10 подн1-шается вверх вместе с клином 9, пуансоном 13 и подвижной полуматрицей 12, при этом клин 9 и пружина 6 возвращают ползушку 4 с оправкой-матрицей 5 в исходное положение.
ю
Фиг.1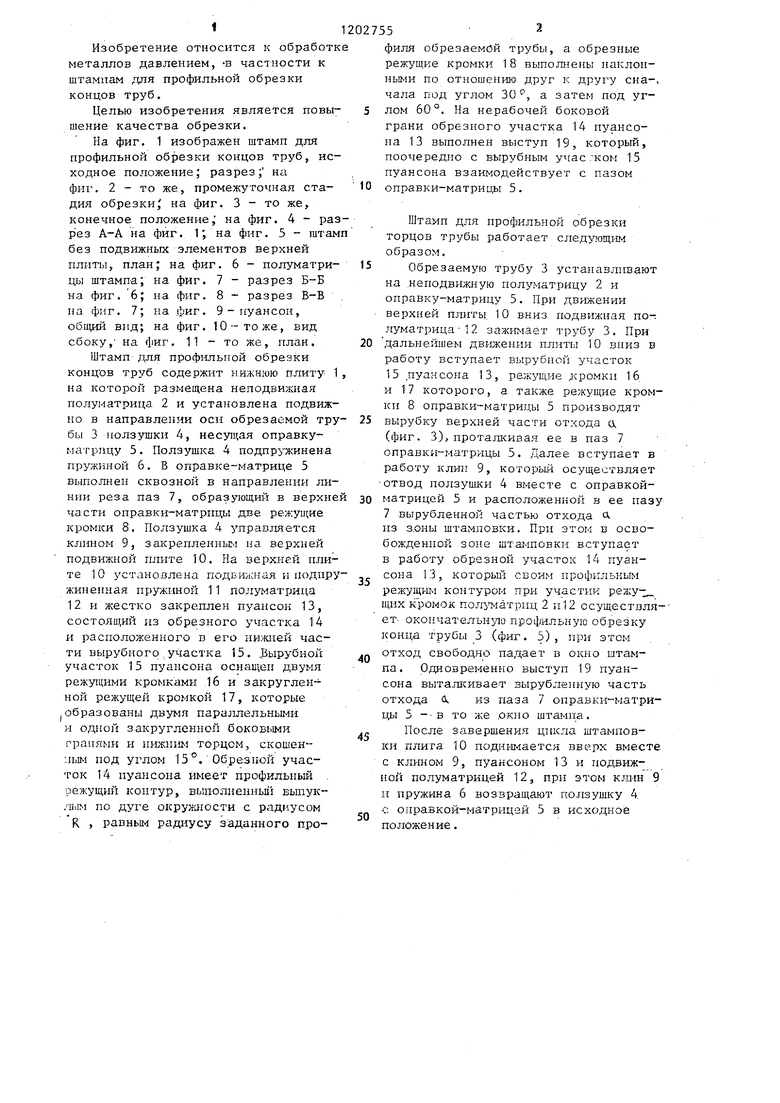
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для вытяжки деталей и обрезки края | 1973 |
|
SU645735A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| МНОГОПОЗИЦИОННЫЙ ШТАМПОВОЧНЫЙАВТОМАТ | 1971 |
|
SU430926A1 |
Фиг. г
Ш,
/Л
ttФиг. 5
фиг. 6
б 5
г-
В-В
Фиг.8
13
X
i9
/
/«
IS
Фиг 9
Фиг. //
Редактор Н.Пушненкова
Составитель В.Свириденко
Техред А.БойкоКорректор М.Максимишинец
Заказ 8356/13
Тираж 1085 ,Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Скворцов Г.Д | |||
| Осноиы конструирования штампов для холодной листовой штамповки | |||
| М.:, 1972, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
| : | |||
