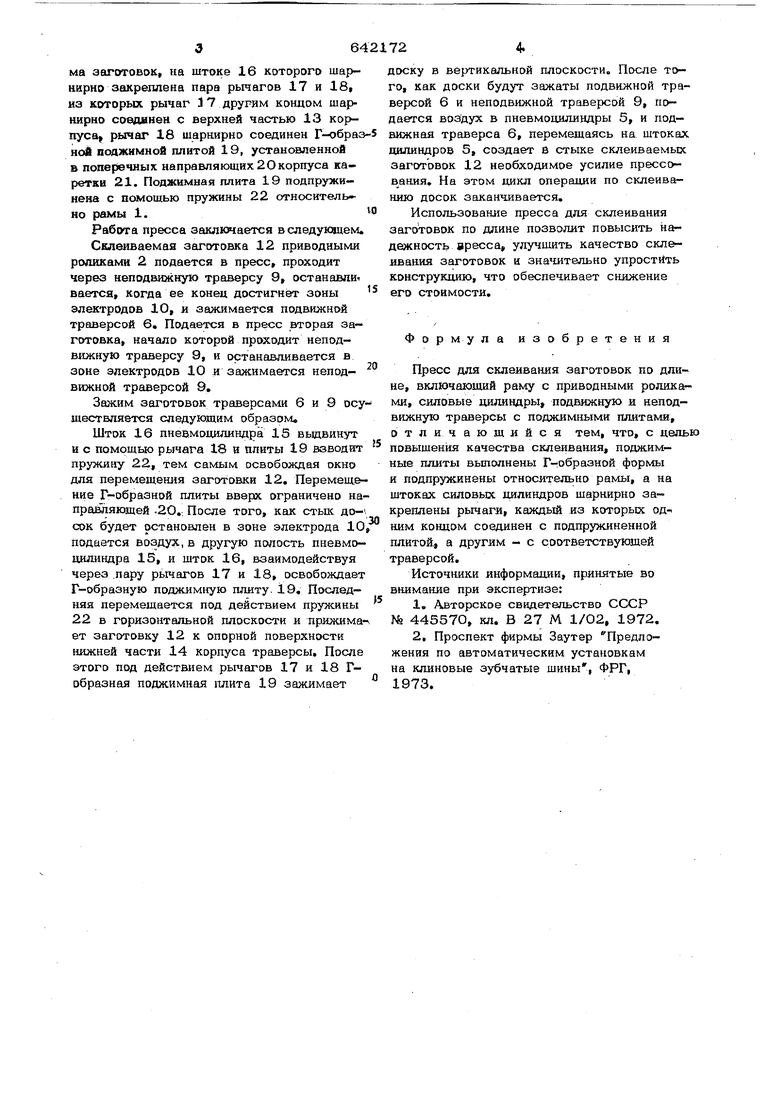
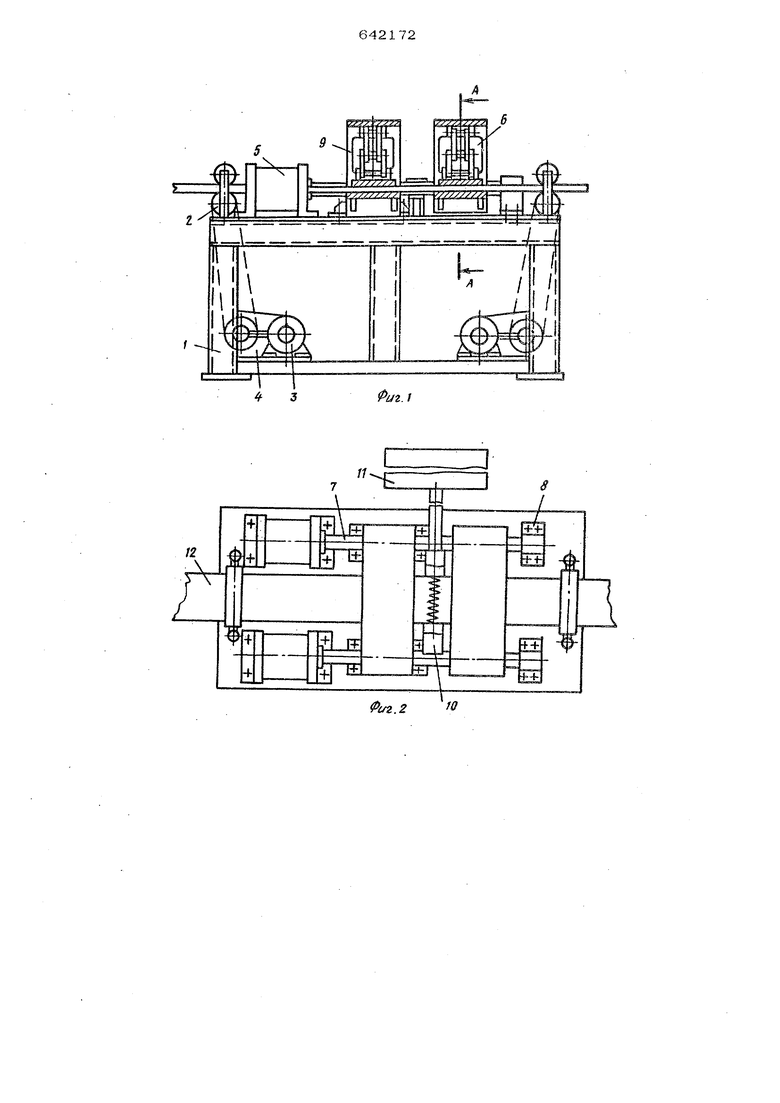
ма заготовок, на штоке 16 которого шариирно закреплена пара рьгаагов 17 и 18, из которых рычаг 37 другим кондом шарнирио создинен с верхней частью 13 корпуса рычаг 18 шарнирно соединен Г-образ ной иоджнмной плитой 19, установленной в поперечных направляющих 2 О корпуса каретки 21. Поджимная плита 19 подпружинена с помощью пружины 22 относитель но рамы 1. Работа пресса заключается в следующем. Склаиваемаа заготовка 12 приводными роликами 2 подается в пресс, проходит через неподвижную траверсу 9, останавли вается, когда ее конец достигнет зоны электродов 10, и зажимается подвижной траверсой 6, Подается в пресс вторая заготовка, начало которой проходит неподвижную траверсу 9, и останавливается в зоне электродов 10 и зажимается неподвижной траверсой 9, Зажим заготовок траверсами 6 и 9 осу ществляется следующим образом, Шток 16 пневмоцилиндра IS вьщвинут и с помощыо рычага 18 и ппиты 19 взводйт пружину 22, тем самым освобождая окно для перемещения заготовки 12, Перемещ.& нне Г образной плиты вверх ограничено на правляющей ,2О,: После того, как стык досок будет остановлен в зоне электрода 10 подается воздух,в другую полость пневмоцилиндра 15, и шток 16, взаимодействуя через .пару рычагов 17 и 18, освобождает Г-образную поджимную плиту. 19, Последняя перемещается под действием пруишны 22 в горизонтальной плоскости и прижима ет заготовку 12 к опорной поверхности нижней части 14 корпуса траверсы. После этого под действием рычагов 17 и 18 Гобразная поджимная плита 19 зажимает 64 724. доску в вертикальной плоскости. После того, как доски будут зажаты подвижной траверсой 6 и неподвижной траверсой 9, подается воздух в пневмощшиндры 5, и подвижная траверса 6, перемещаясь на штоках щишндров 5, создает в стыке склеиваемых заготовок 12 необходимое усилие прессования. На этом цикл операции по склеиванию досок заканчивается. Использование пресса для склеивания заготовок по длине позволит повысить нагдежность вресса, улучшить качество скл&ивания заготовок и значительно упростить конструкцию, что обеспечивает снижение его стоимости. Формула изобретения Пресс для склеивания заготовок по длине, включающий раму с приводными роликами, силовые цилиндры, подвижную и неподвижную траверсы с поджимными плитами, отличающийся тем, что, с целью повышения качества склеивания, поджимные плиты вьшолнены Г-образной формы и подпружинены относительно рамы, а на штоках силовых цилиндров шарнирно закреплены рычаги, каждый из которых од-. ним концом соединен с подпружиненной плитой., а другим - с соответствующей траверсой. Источники информации, принятые во внимание при экспертизе: 1,.Авторское свидетельство CCXDP NO 445570, кл, В 27 М 1/02, 1972, 2,Проспект фирмы Заутер Предложения по автоматическим установкам на клиновые зубчатые шины , ФРГ| 1973,
Риг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Автоматизированная поточная линия для правки крупногабаритных листовых заготовок | 1990 |
|
SU1808447A1 |
| Поточно-механизированная линия сшивки поддонов | 1974 |
|
SU516524A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| УСТАНОВКА ДЛЯ ЛОМКИ ПРУТКОВЫХ И ТРУБЧАТЫХ МАТЕРИАЛОВ | 1990 |
|
RU2025231C1 |
| Устройство для стыковки ленточного материала | 1990 |
|
SU1729790A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
12
Фи2. 22 иг.З 2i
