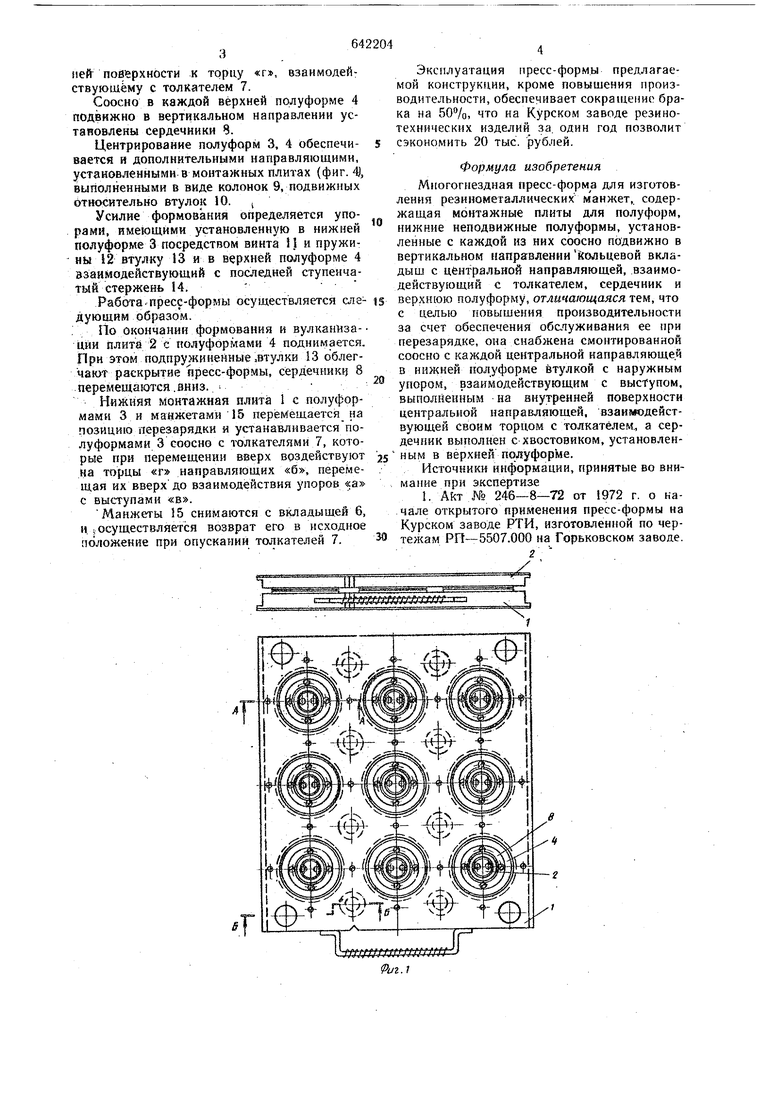
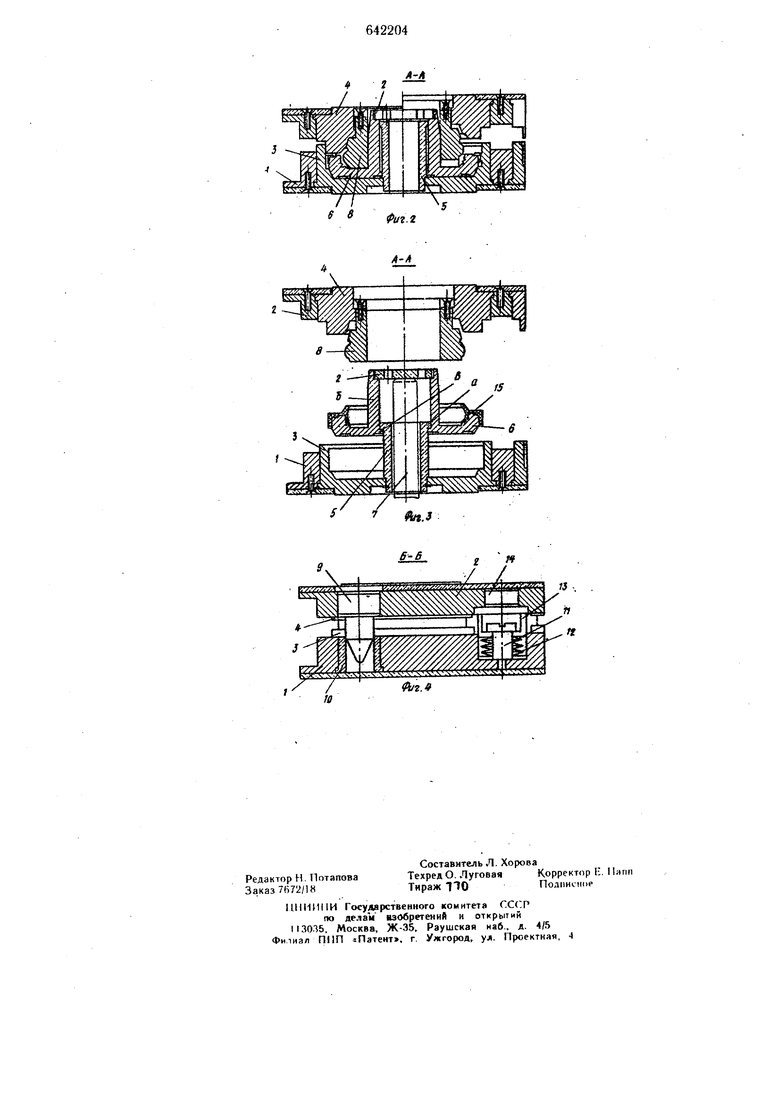
взаимодейней nofliepxHOCTH к торцу «г, ствуюшёму с толкателем 7. Соосно в каждой верхней полуформе 4 подвижно в вертикальном направлении установлены сердечники 8. Центрирование полуформ 3, 4 обеспечивается и дополнительными направляющими, установленными в монтажных плитах (фиг. 4), выполненными в виде колонок 9, подвижных относительно втулок 10. Усилие формования определяется упорами, имеющими установленную в нижней полуформе 3 посредством винта I.I и пружины 12 втулку 13 ив верхней полуформе 4 взаимодействующий с последней ступенчатый стержень 14. Работа.пресс-формы осуществляется еледующим образом. . По окончании формования и вулканмза- цйи плита 2 с полуформами 4 поднимается. При этом подпру жиненные.втулки 13 облегчают раскрытие пресс-формы, сердечникч 8 перемещаются.вниз..- Нижняя монтажная плита 1 с полуформами 3 и манжетами15 перёмещается на позицию перезарядки и устанавливается полуформами 3 СООСНО с толкателями 7, которые при перемещении вверх воздействуют на торцы «г направляющих «б, перемещая их вверх до взаимодействия упоров «а с выступами «в. Манжеты 15 снимаются с вКладышей 6, и. j осуществляется возврат его в исходное положение при опускании толкателей 7. Эксплуатация пресс-формы предлагаемой конструкции, кроме повышения производительности, обеспечивает сокращенно брака на 50%, что на Курском заводе резинотехнических изделий за. один год позволит сэкономить 20 тыс. рублей. Формула изобретения Многогнездная пресс-форма для изготовления резинометаллических манжет, содержащая монтажные плиты для полуформ, нижние неподвижные полуформы, установленные с каждой из них соосно подвижно в вертикальном направлении йольцевой вкладыщ с центральной направляющей, взаимодействующий с толкателем, сердечник и верхнюю полуформу, отличающаяся тем, что с целью повыщения производительности за счет обеспечения обслуживания ее при перезарядке, она снабжена смонтированной соосно с каждой центральной направляющей в нижней полуформе втулкой с наружным упором, взаимодействующим с выctyпoм, выполненным на внутренней поверхности центральной направляющей, взаи&юдействующей своим торцом с толкателем., а сердеч1шк выполнен с хвостовиком, установленным в верхней полуформе. Источники информации, принятые во вннма 1ие при экспертизе 1. ART № 246-8-72 от 1972 г. о начале открытого применения преес-формы на Курском заводе РТИ, изготовленной по чертежам .000 на Горьковском заводе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма для изготовления уплотнительных манжет | 1979 |
|
SU903185A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479290A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1121152A1 |
| Форматор-вулканизатор | 1979 |
|
SU812593A1 |
| Устройство для перезарядки подвижных пресс-форм | 1970 |
|
SU440268A1 |
| Устройство для раскрытия пресс-форм | 1980 |
|
SU891471A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
S 8
7-7
л-л
Фиг.г
А-л
е-В
