Изобретение относится к области резинотехнической промышленности н промышленности по переработке пластмасс и может быть использовано при производстве бездорновым способом рукавных изделий с текстильной основой.
Известны способь изготовления шлангов путем нанесения герметизирующего покрычия на трубчатое полотно, которому придана цилй1 дрическая форма за счет введения в него цилиидрической оправки IJ. Недостатком известных способов является слож-io ность процесса- и трудность получения и лангов большого диаметра.
Известен способ изготовления шлангов, при котором на плоскосложенную трубчатую заготовку наносят герметизирующее покрытие из эластомерного материала и осуществляют последующую термообработку 2, В данном способе в качестве герметизирующего покрытия использукл- полотна из сырой резины, которые соединяют между собой при вулканизации.20
Недостатком известного способа является недостаточная прочность связи между резиновыми листами и текстильным материалом, что снижает качество изделий.
Целью изобретения является повышение качества шлангов за счет улучшения их герметизации.
Указанная цель достигается тем, что на продольных кромках плоскосложенной заготовки и граничащих с ними участках ее боковой поверхности образуют утолщенное покрытие, превышающее по толщине покрытие остальной поверхности заготовки, а также тем, что утолщенное покрытие образуют одновременно с нанесением покрытия на остальную поверхность плоскосложеняой заготовки, а также и тем, что утолщенное покрытие образуют после нанесения покрытия на всю поверхность плоскосложенной заготовки путем нанесения дополнительного покрытия на ее продольные кромки и граничащие с ними участки боковой поверхности заготовки, также и тем, что перед вулканизацией после нанесения покрытия плоскосложенную заготовку прессуют.
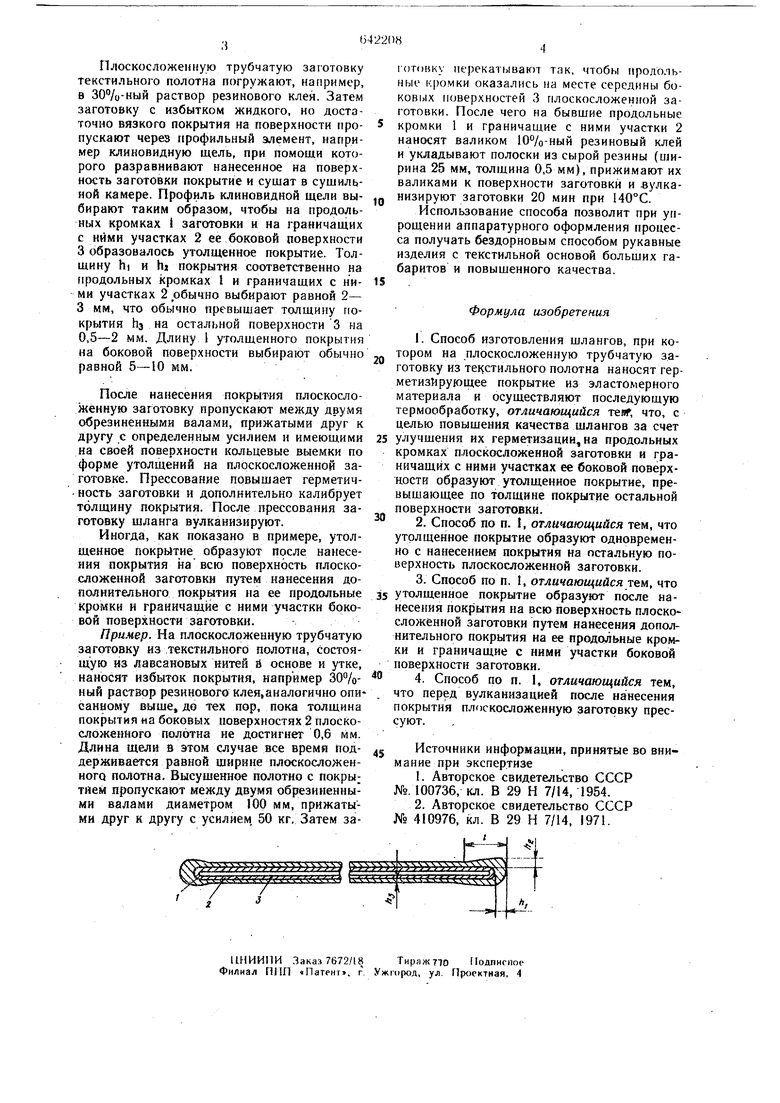
На чертеже изображен поперечный разрез плоскосложенной трубчатой заготовки с покрытием.
Способ осуществляютс,«дующим образом. Плоскосложенную трубчатую заготовку текстильного полотна погружают, например, в ЗО /о-ный раствор резинового клея. Затем заготовку с избытком жидкого, но достаточно вязкого покрытия на поверхности пропускают через профильный элемент, например клиновидную щель, при помощи которого разравнивают нанесенное на поверхность заготовки покрытие и сушат в сущнльной камере. Профиль клиновидной щели выбирают таким образом, чтобы на продольных кромках заготовки н на граничащих с ними участках 2 ее боковой поверхности 3 образовалось утолщенное покрытие. Толщину hi и hi покрытия соответственно на гфодольных кромках I и граничащих с ними участках 2 обычно выбирают равной 2- 3 мм, что обычно превышает толщину покрытия Ьз на остальной поверхности 3 на 0,5-2 мм. Длину 1 утолщенного покрытия на боковой поверхности выбирают обычно равной 5-10 мм. После нанесения покрытия плоскосложённую заготовку пропускают между двумя обрезиненными валами, прижатыми друг к другу с определенным усилием и имеющими на своей поверхности кольцевые выемки по форме утолщений на плоскосложенной заготовке. Прессование повышает герметич кость заготовки и дополнительно калибрует толщину покрытия. После прессования заготовку шланга вулканизируют. Иногда, как показано в примере, утолщенное покрытие образуют после нанесения покрытия на всю повб:рхнЬсть плоскосложенной заготовки путем нанесения дополнительного покрытия на ее продольные кромки и граничащие с ними участки боковой поверхности заготовки. Пример. На плоскосложенную трубчатую заготовку из .текстильногй полотна, состоящую ИЗ лавсановых иитей и основе и утке, наносят избыток покрытия, например 30%ный раствор резинового клея.аналогично описанному выще, до тех пор, пока толщина покрытия на боковых поверхностях 2 плоскосложенного полотна не достигнет 0,6 мм. Длина щели в этом случае все время поддерживается равной ширине плоскосложенного полотна. Высушенное полотно с покры; тйем пропускают между двумя обрезиненными валами диаметром 100 мм, прижатыми друг к другу с усилием. 50 кг. Затем за1Ч)Г()вку перекатывают так, чтобы продольные кромки оказались на месте середины боковых поверхностей 3 плоскосложенной заготовки. После чего на бывшие продольные кромки 1 и граничащие с ними участки 2 наносят валиком 10%-ный резиновый клей и укладывают полоски из сырой резины (ширина 25 мм, толщина 0,5 мм), прижимают их валиками к поверхности заготовки и вулканизируют заготовки 20 мин при 140°С. Использование способа позволит при упрощении аппаратурного оформления процесса получать бездорновым способом рукавные изделия с текстильной основой больших габаритов и повышенного качества. Формула изобретения 1.Способ изготовления шлангов, при котором на плоскосложенную трубчатую заготовку из текстильного полотна наносят герметизирующее покрытие из эластомерного материала и осуществляют последующую термообработку, от.дичаюы(ыйся тевР, что, с целью повышения качества шлангов за счет улучшения их герметизации, на продольных кромках плоскосложенной заготовки и граничащих с ними участках ее боковой поверхности образуют утолщенное покрытие, превышающее по толщине покрытие остальной поверхности заготовки. 2.Способ по п. 1, отличающийся тем, что утолщенное покрытие образуют одновременно с нанесением покрытия на остальную поверхность плоскосложенной заготовки. 3.Способ по п. 1, отличающийся тем, что утолщенное покрытие образуют после нанесения покрытия на всю поверхность плоскосложенной заготовки путем нанесения дополнительного покрытия на ее продольные кромки и граничащие с ними участки боковой поверхности заготовки. 4. Способ по п. 1, отличающийся тем, что перед вулканизацией после нанесения покрытия плпскосложенную заготовку прессуют. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №.100736, кл. В 29 Н 7/14, 1954. 2.Авторское свидетельство СССР № 410976, кл. В 29 Н 7/14, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения полимерного материала на длинномерный текстильный рукав и установка для его осуществления | 1989 |
|
SU1705117A1 |
| Установка для нанесения покрытий на плоские длинномерные изделия | 1982 |
|
SU1030040A1 |
| Установка для нанесения покрытий на длинномерные изделия | 1977 |
|
SU663443A1 |
| Способ изготовления шлангов | 1977 |
|
SU702089A1 |
| Аппарат для нанесения покрытий на плоские длинномерные изделия | 1989 |
|
SU1685548A1 |
| Способ изготовления шлангов | 1984 |
|
SU1224163A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1988 |
|
SU1523188A1 |
| Кулирный осново-уточный трикотаж | 1988 |
|
SU1608265A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Установка для нанесения покрытия на длинномерное трубчатое полотно | 1986 |
|
SU1380800A1 |
