Режущий инструмент типа разв рток, свёрл, зенкеров и т. и. оканчивается цилиндрическим хвостовиком или, преимущественно, нормальным конусом Морзе (с лапкой или без лапкй). Соответственно этому, переходные втулки - длинные и короткие - оканчиваются также наружным или внутренним конусом Морзе.
Известен также, так называемый, американский метод сочленения инструмента с агрегатом с помощью укороченного конуса с квадратом на конце вместо лапки.
И тот и другой метод, однако, не нашёл в «ащей промышленности более или менее пхирокого применения, Потому что конус М.орзе с лапкой требует наличия окна или клина при выбивании инструмента из втулки, что обусловливает необходимость иметь более илй менее толстые стенки у переходной втулки.
Что касается кониче ского хвостовика с квадратом, он также не применяется в иашей промышленности в силу технических затруднений, встречающихся при разделке квадрата в глубине конического отверстия, выражающихся в значительной трудоёмкости и необходимости оснащения технологии сложным и мало эффективным инструментом и приспособлениями.
Предлагаемый способ изготовления удлинителя режущего инструмента, благодаря своей простоте, делает возможным использование в инструменте конического хвостовкка с квадратом. Согласно предлагаемому способу берут две заготовки. В одной, служащей для закрепления инструмента, просверливают коническое отверстие, конец которого разделывают под квадрат хвостовика инструмента. Во второй заготовке, служащей для закрепления в щпинДеле станка, разделывают глухое отверстие. После этого обе заготовки сваривают.
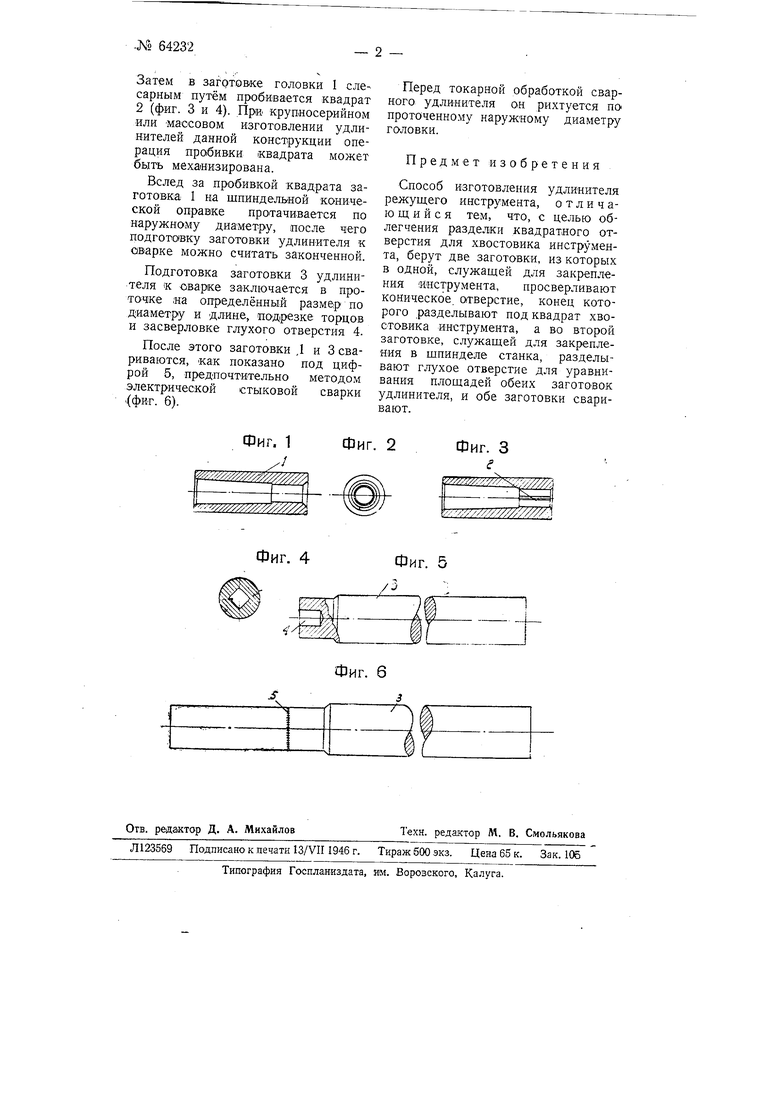
Фиг. 1-6 чертежа иллюстрируют предлагаемый способ.
Удлинитель 1изготовляется из двух заготовок 1 и 3. Заготовка 1, служащая для закрепления инструмента, подвергается обдирке под сварку. После этого в ней токарной обработкой с применением развёртки разделывается коническое отверстие, которое со стороны меньшего диаметра заканчивается отверстием «од квадрат (фиг. 1 и 2).
Затем в заготовке головки 1 слесарным путём пробивается квадрат 2 (фиг. 3 и 4). При крупносерийном или массовом изготовлении удлинителей данной конструкции операция пробивки квадрата может быть мехаиизирована.
Вслед за пробивкой квадрата заготовка 1 на шпиндельной конической оправке протачивается по наружному диаметру, после чего подготавку заготовки удлинителя к оварке можно считать законченной.
Подготовка заготовки 3 удлинителя IK сварке заключается в проточке иа определённый размер по диаметру и длине, подрезке торцов и засверловке глухого отверстия 4.
После этого заготовки ,1 и 3 свариваются, как показано под цифрой 5, предпочтительно методом электрической стыковой сварки фиг. б).
Перед токарной обработкой сварного удлинителя он рихтуется по проточенно.му наружному диаметру головки.
Предмет изобретения
Способ изготовления удлинителя режущего инструмента, отличающийся тем, что, с целью облегчения разделки квадратного отверстия для хвостовика инструмента, берут две заготовки, из которых в одной, служащей для закрепления инструмента, просверливают коническое, отверстие, конец которого разделывают под квадрат хвостовика инструмента, а во второй заготовке, служащей для закрепления в щпинделе станка, разделывают глухое отверстие для уравнивания площадей обеих заготовок удлинителя, и обе заготовки сваривают.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Зажимное устройство | 1980 |
|
SU1004055A1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337242C2 |
| Способ сварки трением встык разнородных металлов | 1959 |
|
SU126732A1 |
| Способ изготовления шпинделей вентилей | 1979 |
|
SU904857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА ТРУБОПРОВОДА И УЗЕЛ ТРУБОПРОВОДА | 2001 |
|
RU2194909C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ, В ЧАСТНОСТИ СВЕРЛО | 1996 |
|
RU2268110C2 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
