Изобретение относится к технике гальванопокрытнй в производстве полупроводниковых приборов и микросхем и может быть использовано в гальванических цехах нри обработке корпусов и отрезков лент полупроводииковых приборов и микросхем.
Известна установка для локального гальванопокрытия, содержащая корпус, гальванический блок с маскирующими элементами и соплами, ванну для электролита с насосом и прижимиое устройство {i.
Наиболее близкой к предлагаемому по технической сущности является установка для локального гальванопокрытия, содержащая корпус, в котором смонтирован гальванический блок, кассеты с механизмом прижима обрабатываемых изделий, ванну для электролита, насос для подачи электролита и блоки электроавтоматики {2.
Механизм прижима смонтирован на двух штангах, которые имеют возможность вертикального перемещения. Прижим, выполнениый в виде двухопорной балки, жестко связан со щтангами. При загрузке отрезки лент устанавливаются на сопла гальванического блока, а прижим, опускаясь в нижнее положение, герметизирующими прокладками маскирует зону обработки.
Таким образом, в данном устройстве места для фиксации лент находятся на неподвижной части установки - непосредственно на гальваническом блоке, а прижим,-имея возможность вертнкального перемещения, осуществляет только герметизацию. Конструкция данного устройства предусматрнвает использование машинного времени примерно «а 50°/о, т. е. период перезагрузки изделиями, который соизмерим по времени с продолжительностью осаждения металла, входит в статью непроизводительных затрат, что является недостатком известиой установки.
Цель изобретения - повышение производительности установки.
Это достигается тем, что в предлагаемой установке каждая кассета с прижимом смонтирована на корпусе установки с возможностью вертикального перемещения и поворота вокруг горизонтальной оси и выполнена в виде корпуса с шарнирно-поворотными пальцами и тягами. Корпус кассеты выполнен в виде удлиненного параллелепипеда с полыми цапфами иа коицах.
Указанное выполнение дает возможность одновременного крепления обрабатываемых изделий, по крайнеЙ мере, на двух горизонтальнОПараллельных плоскостях параллелепипеда. Шарнирно-поворотные пальцы подвижно установлены в отверстиях полых цапф и имеют радиальные отверстия, в которых подвижно установлены тяги, соединяющие цапфы с эксцентричными пальцами, закрепленными на торцах ведомых валов редукторов механизма прижима, неподвижно установленных по концам кассет. Ведущие валы редукторов жестко связаны между собой общим валом с приводными рычагами.
Такая конструкция кассет с прижимом позволит совместить время подготовительнозаключительных операций с мащинным временем установки. Выгрузка изделий и их загрузка осуществляется с одной стороны кассеты, в то время как противоположная сторона каждой кассеты будет загружена изделиями и находиться в зоне обработки При этом непроизводительные затраты времени складываются из времени, затрачиваемого на подъем кассет в верхнее положение, их поворот вокруг горизонтальной оси и перемещение в нижнее рабочее положение. Все эти операции занимают не более 5 с. Таким образом, в предложенной установке с поворотной кассетой двухстороннего действия можно довести машинное время установки до 95-Эв /о от общего времени цикла, что позволит повысить производительность однопостовой установки с одним оператором практически в два раза в сравнении с известными установками.
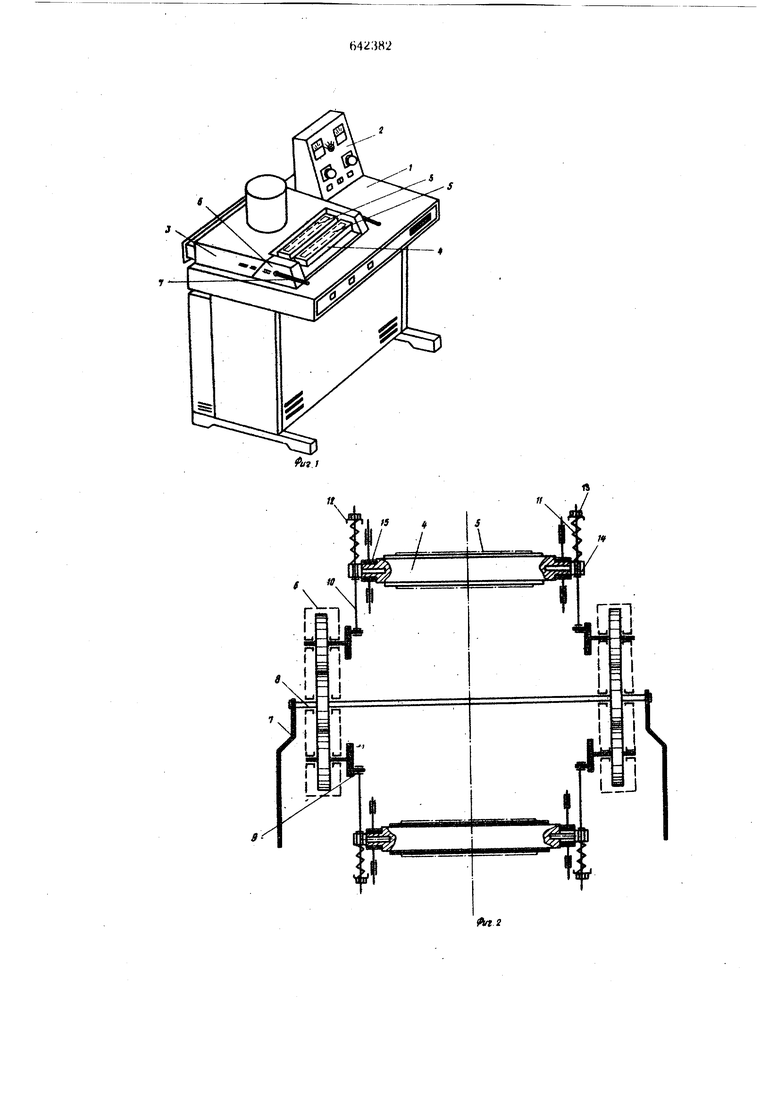
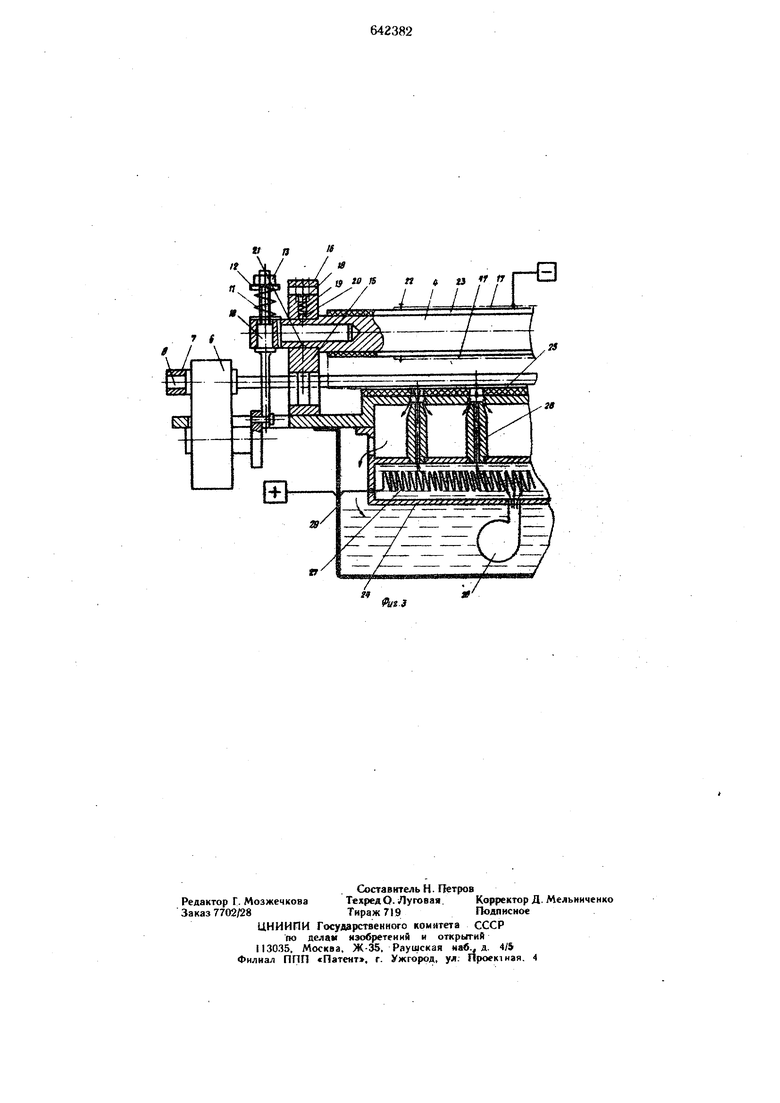
На фиг. 1 изображена предлагаемая установка в аксонометрической проекции; на фиг. 2 - кинематическая схема прижима кассет; на фиг. 3 изображен узел в разрезе, раскрывающий конструктивные особенности кассеты с механизмом прижима и их связи. Установка для локального гальванопокрытия содержит корпус 1, На котором размещены блок электроавтоматики 2, скафандр 3 для отсоса паров, кассеты 4 с обрабатываемыми изделиями 5 и механизм прижима изделий, выполненный в виде редукторов 6 с приводными рычагами 7. Ведущие валы редукторов связаны между собой жесткой связью - общим валом 8. Ведомые валы редукторов, содержащие эксцентричные пальцы 9, шарнирно связаны посредством тяг 10, пружин il, упорных щайб 12 и регулировочных гаек 13 с щарнирно-поворотными пальцами 14, которые подвижно с возможностью поворота вставлены в отверстия полых цапф кассет 4. Наружными поверхностями полых цапф каждая кассета соединена с ползунами 15, которые имеют возможность вертикального перемещения в направляющих 16. Для фиксации рабочих плоскостей 17 кассет в горизонтальной плоскости после каждого поворота на 180° ползуны 15 содержат фиксаторы, состоящие из регулировочной пробки 18, пружины 19 и шарика 20, а на наружных поверхностях
полых цапф кассет выполнены отверстия 21. Рабочие плоскости кассет 4 содержат фиксаторы 22 для обрабатываемых изделий и эластичные прокладки 23 для прижима изделий к гальваническому блоку 24, который содержит маскирующую эластичную прокладку 25, сопла 26, анод 27 и насос 28. Нижняя часть гальванического блока расположена в гальванической ванне 29.
Работает установка следующим образом. На обращенную вверх рабочую поверхность 17 каждой кассеты 4 на фиксаторы 22 устанавливают обрабатываемое -изделие 5, например отрезки лент для интегральных схем. Приводной рычаг 7 поворачивают вокруг своей оси в положение, показанное пунктиром на фиг. 1. При этом общий вал 8
передает крутящий момент одновременно на оба ведущих вала редукторов 6.
Ведомые валы редукторов, на которых закреплены эксцентричные пальцы 9, поворачиваясь, перемещают тяги 10 вверх, которые посредством щарнирно-поворотных пальцев 14 поднимают кассеты в верхнее положение. При этом щарнирно-поворотные пальцы 14 свободно поворачиваются в отверстиях полых цапф кассет, в то время как рабочие плоскости 17 удержнваются в горизонтальном положении фиксаторами, состоящими из регулировочных пробок 18, пружин 19 и щариков 20, смонтированных в ползунах 15, имеющих возможность вертикального перемещения в направляющих 16.
Когда кассеты находятся в верхнем крайнем положении, оператор, обслуживающий установку, поворачивает каждую кассету 4 вокруг горизонтальной оси на 180°. При этом установленные для обработки изделия 5
перемещаются в нижнее положение и располагаются против маскирующих эластичных прокладок 25, а рабочие плоскости кассет, обращенные вверх, готовы к перезагрузке.
Поворотом приводного рычага 7 оператор
перемещает кассету 4 в нижнее положение. При этом эластичные прокладки 23 на кассетах с изделиями 5 входят в контакт с маскирующими эластичными прокладками 25 гальванического блока 24. Эксцентриситет
на ведомых валах редукторов 6 рассчитан так, что после соприкосновения прокладок 23 и 25 тяги 10 продолжают перемещаться в них, двигаясь относительно щарнирно-поворотных пальцев, и, сжимая пружины II, плавно нагружают кассеты 4. При недостаточной герметичности между прокладками 23 и 25 усилие прижима можно отрегулировать посредством гайки 13 и -шайбы 12.
После прижима обрабатываемого изделия 5 к маскирующим эластичным прокладкам 25 гальванического блока 24 включается привод насоса 28 и электролит из ванны 29 попадает в гальванический блок 24 и через сопла 26 и отверстия в прокладке 25 к обрабатываемой поверхности изделия 5. Отработанный электролит отбрасывается вниз и через отверстия в гальваническом блоке, как показано стрелками на фиг. 3, возвращается в гальваническую ванну 29. Прокатка электролита осуществляется непрерывно в процессе осаждения металла. При этом к аноду 27, раслоложеииому в гальваническом блоке, подключен положительный потенциал, а к изделию 5 - отрицательный. Одиовременно с процессом осаждения металла на изделие верхняя рабочая плоскость кассет перегружается новыми изделиями. К моменту окончания гальванического процесса верхние плоскости кассет загружеиы новыми изделиями н оператору остается повернуть рычаг 7 в положение, соответствующее верхнему положению кассет 4, повернуть кассеты иа 180°, снова повернуть рычаг 7 в исходное положение и включить подачу электролита. В данном случае непроизводительные затраты сведены к минимуму, так как процесс осаждения продолжается 90-120 с, чго достаточно для перезагрузки свободных сторон кассет. Таким образом, мащиниое время установки, т. е. время, в процессе которого осуществляется осаждение металла, практически совмещается со временем, которое идет на выполнение подготовительно-заключительных операций. Непроизводительными затратами являются только операции, связанные с подъемом кассет в верхнее положение, их поворотом на 180° и опускаиием в рабочее положение, что составляет не более от общего времени цякла. Такая конструкция установки позволит увеличить производительность примерно в 1,9 раза.
Формула изобретения
I. Установка для локального гальванопокрытия, содержащая корпус, в котором смонтирован гальванический блок, кассеты с механизмом прижима обрабатываемых изИсточиики информации, принятые во внимание при экспертизе
1.Патент США N° 3894918, кл. 204-15, 1975
2.Патент Великобритании № 1393138. кл. С 25 D 5/00, 1975. делий, ванна для электролига, насос для подачи электролита и блоки электроавтоматики, отличающаяся тем, что, с целью повышения производительности за счет уменыпения непроизводительных затрат времеин, кассеты с механизмом прижима смонтированы на корпусе установки с возможностью вертикального перемешения и поворота вокруг горизонтальной оси; каждая из кассет выполнена в виде корпуса с шариирно-поворотными пальцами и тягами, при этом корпус каждой кассеты выполнен в виде удлиненного параллелепипеда, по крайней мере, с двумя рабочими поверхностями и с полыми цапфами на концах, а шарнирно-поворотиые пальцы установлены с возможностью поворота относительно корпуса кассеты и выполнены с радиальными отверстиями на зыступающих из кассеты концах, в которых с возможностью возвратио-поступательного перемещения в радиальных отверстиях шарнирно-поворотных пальцев установлены тяги, каждая из которых кинематически соедииена с механизмом прижима кассет. 2. Установка по п. I, отличающаяся тем, что механизм прижима выполнен в вяде редукторов, установленных на корпусе установки, на торцах ведомых валов которых неподвижно и эксцентрично установлены пальцы, шарнирно соединенные с тягами, а ведущие валы которых жестко связаны между собой общим валом. 3. Установка по п. t, отличающаяся тем, что, с целью обеспечения плавного нагружения кассет и возможности регулирования усилия кассет, верхний конец каждой тяги выполнен резьбовым и имеет упорную щайбу, регулировочную гайку и цилиндрическую пружину, установленную между ганкой с шайбой и шарнирио-поворотным пальцем. 4. Установка по н. , отличающаяся тем, что, с целью обеспечения синхронной передачи усилия на концы цапф кассет, она спаб жена приводными рычагами, неподвижно закрепленными на концах общего вала, жестко связывающего ведущие валы редуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для локального гальванопокрытия | 1981 |
|
SU953013A2 |
| Установка гальванопокрытия | 1987 |
|
SU1437416A1 |
| Производственный модуль для нанесения гальванопокрыытий | 1987 |
|
SU1451186A1 |
| Устройство для локального гальванопокрытия | 1988 |
|
SU1507876A2 |
| Устройство для гальванической обработки металлической полосы | 1972 |
|
SU440445A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Подвеска для гальванической обработки деталей | 1983 |
|
SU1113430A1 |
| Линия для расфасовки жидкостей в бочки | 1974 |
|
SU520326A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
П
tt а f
V //
/ fs гв № ti t S3 If
1 I I 11
fut.3
