1
Изобретение относится к технике гальванопокрытий в произлюлстве полупроводниковых приборов и микросхем, в частности для обработки корпусов и отрезков лент,
Цель изобретения - повышение производительности за счет автоматизации подачи обрабатываемых издепий.
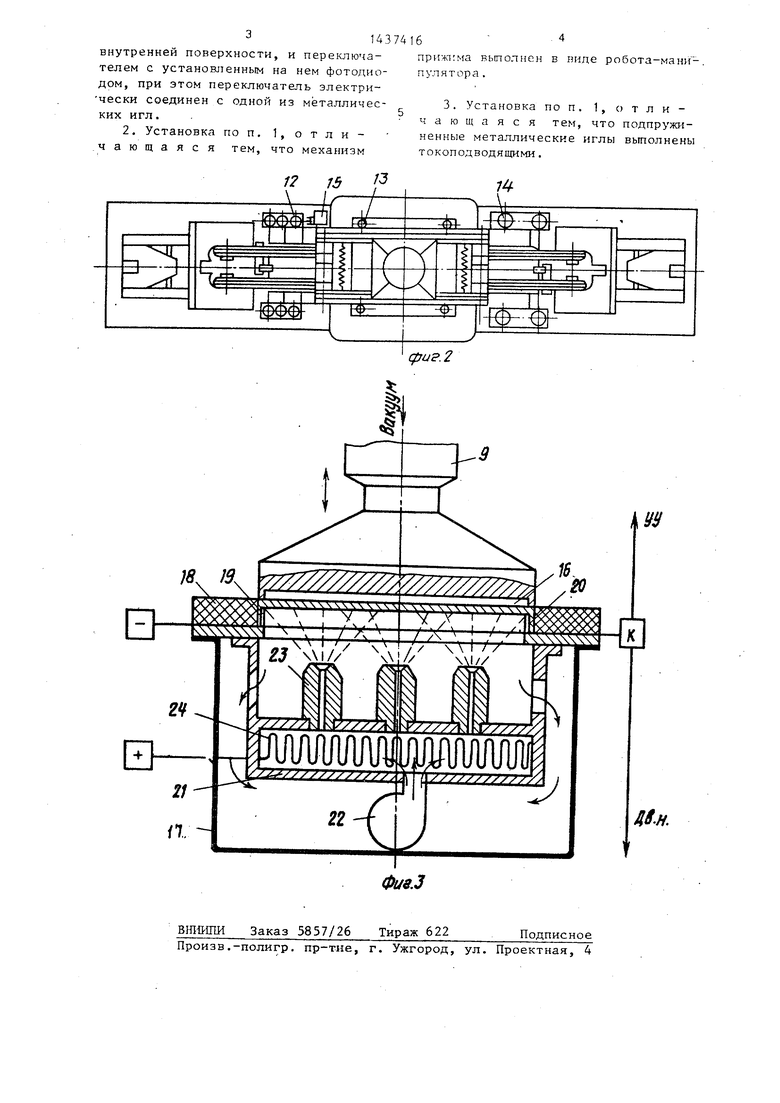
На фиг. 1 изобралсена установка гальванопокрытия, фронтальная проекция; на фиг, 2- то же, вг..ц сверху:; на фиг, 3 - то же, рабочая позиция,.
Установка выполнена следую1дим об-- .:разом,
На нижней плите 1 установлены механизмы 2 и 3 перемещения с зггкрепленкыми на них кронштейнами 4 и 5, Fla плите 5 ус-. тановлен транспортер 7 и устройство 8 гальванопокрытия с роботом-манипулятором 9.
Весь транспортер 7 закреплен на двух кронштейнах 10 и 11, которые крепятся в свою очередь к плите 6 устройПосле прижима обрабатываемой плас- .тины (изделия) 16 к маскирующим элас- тичным прокладкам 18 гальванического
ства 8 гальванопокрытия. Ролики 12-4 25 блока 21 включается привод насоса 22, служат для ориентации фотошаблонов, и электролит из ванны 17 попадает в Микропереключатель 15 слз жит для пе- гальванический блок 21 с анодом 24 реключения ветвей транспортера 7 и ог- и через сопла форсунок 23 и отверс- раничения подачи пластины (изделия) тие в прокладке 18 подается к обраба17 ус- 30 тываемой поверхности изделия 16,
16 к центру ванны 17, На ванке тановлена резиновая прокладка 18, по контуру внутреннего отверстия которой расположены подпружиненные иглы 19, к которьм подведен отрицательный заряд. Одна из игл 19 является контролирующей силой 20, которая связана с переключателем К, на котором стоит фотодиод. Установка также включает гальванический блок 21, насос 22,, форсунки 23, В гальваническом блоке 21 смонтирован анод 24.
Устройство гальванопокрытия работает следую1цим образом.
По транспортеру 7 дластина 16 подается до совмещения ее с центром в,ан ны 17. Точность контролируется ориентирующими роликами и микропереключателем 15, которьм отключ,:;гт ветви транспортера. Включается манипулятор 9, который опускается на/; пластиной, включается вакуум и мани;;:улятор г;од- нимает пластину над транспортером 7 Ветви транспортера 7 раздвигаются и манипулятор 9 начинает огтускать плас35
Отработанньм электролит отбрасывается вниз и через отверстия в гальваническом блоке возвращается в гальваническую ванну 17,
Конструкция установки обеспечивает возможность приблизить продолжительность обработки пластин в установке гах ьванопокрытия к продолжительности обработки их в других установках ли- 4Q НИИ, что повышает производительность установки и автоматизирует процесс обработки,
45
50
Формула изобретения
1, Установка гальванопокрытия, содержащая корпус со смонтированным в нем гальваническим блоком, ванну для электролита, насос, систему автоматического управления и механизм прижима обрабатываемых изделий, отличающая с я тем, что, с целью повышения производительности за счет автоматизации подачи изделий, она снабжена механизмом вертикального перемещения изделий, грансггортером, расположенным на ванне, эластичной, прокладкой с подпру кииенными металлическими иглами, размещенными на ее
тину 16 на резиновую про:;слад,ку 18 пс
контуру внутреннего отверстия которой расположены подпружиненные иг.л ы 19, к которым подведен отрицательный зд- ряд. Как только манипулятор 9 опустит
374162
пластину 16 до ТО ГО уровня, когда осуществляется контакт с иглами,
ток
потечет через контролирующую иглу 20 (- на ключ К, г.де стоит фотодиод. Загорание фотодиода свидетельствует о наличии контакта, замыкается ключ, с которого идут сигналы на двигатель насоса и на УУ (устройство управляющее)
10 системы управления манипулятором 9, где стоит клапан задержки времени, I lo истечении времени, необходимого дпя нанесения гальванопокрытия, сигнал поступает на УПр (устройство проjf граммное) и манипулятор 9 выполняет следующую команду - РО (рабочий орган) I M (испох1нительного механизма) поднимает пластину 16,, ветви транс- ггортера 7 сдвигаются, включается дви20 гатель транспортера и пластина движется дальше,
После прижима обрабатываемой плас- .тины (изделия) 16 к маскирующим элас- тичным прокладкам 18 гальванического
25 блока 21 включается привод насоса 22, и электролит из ванны 17 попадает в гальванический блок 21 с анодом 24 и через сопла форсунок 23 и отверс- тие в прокладке 18 подается к обраба
Отработанньм электролит отбрасывается вниз и через отверстия в гальваническом блоке возвращается в гальваническую ванну 17,
Конструкция установки обеспечивает возможность приблизить продолжительность обработки пластин в установке гах ьванопокрытия к продолжительности обработки их в других установках ли- НИИ, что повышает производительность установки и автоматизирует процесс обработки,
45
50
55
Формула изобретения
1, Установка гальванопокрытия, содержащая корпус со смонтированным в нем гальваническим блоком, ванну для электролита, насос, систему автоматического управления и механизм прижима обрабатываемых изделий, отличающая с я тем, что, с целью повышения производительности за счет автоматизации подачи изделий, она снабжена механизмом вертикального перемещения изделий, грансггортером, расположенным на ванне, эластичной, прокладкой с подпру кииенными металлическими иглами, размещенными на ее
31437416
внутренней поверхности, и переключа-прижима выполнен в виде робота-мани -.
телем с установленным на нем фотодио- пулятора, дом, при этом переключатель электри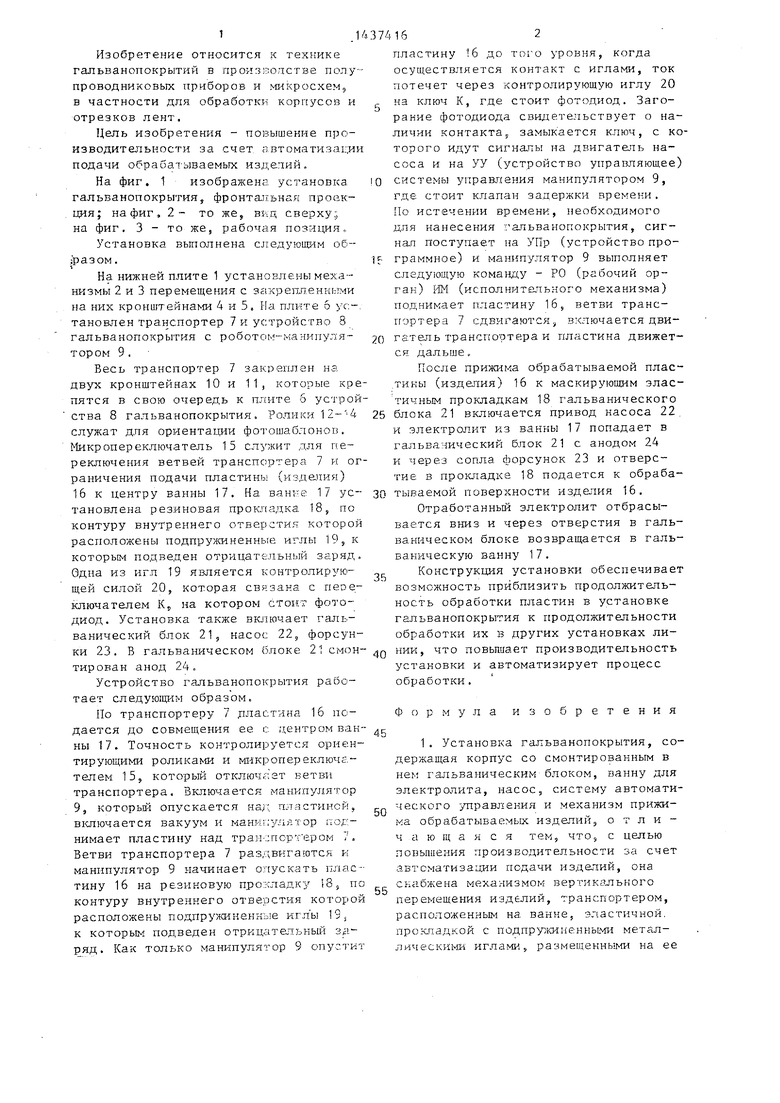
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для локального гальванопокрытия | 1976 |
|
SU642382A1 |
| Установка для локального гальванопокрытия | 1981 |
|
SU953013A2 |
| Линия для нанесения избирательного гальванического покрытия | 1982 |
|
SU1138437A1 |
| Автоматическая гальваническая линия | 1986 |
|
SU1395694A1 |
| Производственный модуль для нанесения гальванопокрыытий | 1987 |
|
SU1451186A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Способ измерения величины @ электролита в гальванической ванне и устройство для его осуществления | 1983 |
|
SU1125302A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ОБРАБОТКИ ТАРЫ | 2015 |
|
RU2596126C1 |
| Установка для облицовывания пластей мебельных щитов | 1987 |
|
SU1512768A1 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
Изобретение относится к технике гальванопокрытий, в частности для обработки корпусов и отрезков лент полупроводниковых приборов и микросхем. Цель изобретения - повышение производительности за счет автоматизации подачи обрабатываемьк изделий. Установка гальванопокрытия содержит плиту 1, на которой установлены механизмы перемещения 2 и 3 с закрепленными на них кронштейнами 4,5. На плите 6 установлены транспортер 7 и устройство гальванопокрытия 8 с роботом-манипулятором 9. Тр а fieri орт ер 7 закреплен на двух кро) 10 и 11, установпен- ных на плите 6. При подаче ойрабаты- нас мого изделия к ванне транспортером 7 манипулятор- 9 опускает итделне iia резиновую прокладку, по контуру которой установлены подпружиненные иглы. По достижении контакта с контрольной иглой ток течет через переключатель К, на котором стоит фг.то- лиод. После загорания фотодиода подается сигнал на включение полосы и системы управления манипулятором 9, где стоит клапан задержки. По истечении времени, необходимого для нлне- сения гальванопокрытия, манипулятор 9 поднимает (пластину) изделие, ветви транспортера 7 сдвигаются и деталь перемещается на следующую позицию обработки. Конструкция установки обеспечивает повышение производительности за счет автоматнзагщи процесса перемещения изделий и автоматизирует 2 to ни сс --J NJ 05
чески соединен с одной из металлических игл.
1 13
ТТТТ Т Т ////////
сриг.2
и
| Устройство для нанесения гальванических покрытий | 1982 |
|
SU1048002A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Патент Англии № 1393138, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
