Изобретение относится к станкостроению и может быть использовано в высокоточных, например, отделочно-расточных станках, в которых ползун перемещается по направляющим, представляющим собой скалки, сопряженные с гидростатическими подшипниками..
Известен ползуч металлорежущего станка, установленянй на направляющих скалках, размещенных на гидростатических подшипниках, и несущий режущий инструмент {.
Однако такой ползун может быть исжхлгьзован только для операций подрезки торцов изделий, и не может одновременно выполнять операции другого типа, например раС тачивание отверстий одновременно с подрезкой торцовых поверхностей. Это снижает его технологические возможности и производительность обработки изделий.
Цель изобретения - расширение технологических возможностей ползуна н повышение производительности обработки изделий,
Это достигается тем, что ползун выЛолнен составным, причем, одна его часть с размещенными в ней направляющими скалками смонтирована на станине станка и размещена внутри другой части, закрепленной
с возможностью перемещения, жестко соединенной с направляющими скалками н снабженной борштангами, установленными соосно направляющим, скалкдм.
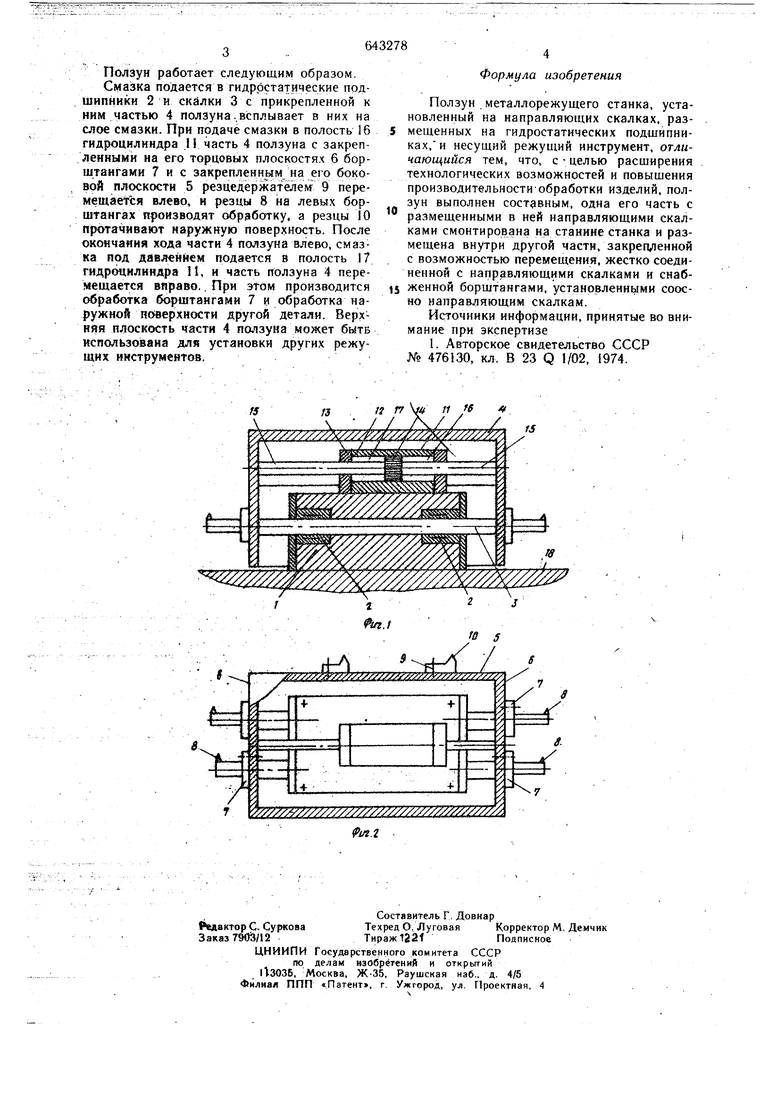
На фиг. изображен предлагаемый ползун, продольный разрез; на фиг. 2 - то же, вид сверху.
Ползун выполнен составным. Одна его часть i установлена на гидростатических подшипниках 2. Внутри подшипников 2 смонтированы две направляющие скалки 3. К скалкам 3 прикреплена другая часть 4 ползуна, имеющая форму перевернутой, открытой снизу коробки с боковыми плоскостями 5 и торцовыми плоскостями 6. На торцовых плоскостях 6 соосно со скал,ками 3 закреплены борштанги 7 с расточными резцами 8, а на боковой плоскости 5 закреплен резцедержатель 9 с резцом 10. В верхней части I ползуна смонтирован привод перемещения части 4 ползуна, выполненный в внде гидроцилиндра П, имеющего корпус 12 с крышками 3, поршень 14 со штоками 15. Концы штоков 15 скреплены с частью 4-ползуна. Поршень 15 разделяет гидроцилиндр на две полости 16 и 17. На станине 18 станка установлена часть 1 ползуна.
Ползун работает следующим образом.
Смазка подается в тидррстатические подшипники 2 и скалки 3 с прикрепленной к ним частью 4 ползуна.,всплывает в них на слое смазки. При подаче смазки в полость 16 гидроцилиндра Ц часть 4 ползуна с закрепленными иа его торцовых плоскостях 6 борштангами 7 и с закрепленным на его боковой плоскости 5 peзцeдepжaтёлe f 9 перемещаетЬя влево, и резцы 8 на левых борштангах производят обработку, а резцы 10 протачивают наружную поверхность. После окончания хода части 4 ползуна влево, смазка под давлением подается в полость 17 гидрочилиндра 1, и часть ползуна 4 перемещается вправо.. При этом производится обработка борштангами 7 и обработка наружной йоверхности другой детали. Верхняя плоскость части 4 ползуна может быть использована для установки других режущих инструментов.
Формула изобретения
Ползун металлорежущего станка, установленный на направляющих скалках, размещенных на гидростатических подшипниках,и несущий режущий инструмент, отличающийся тем, что, с целью расщирения технологических возможностей и повышения производительностиОбработки изделий, ползун выполнен состдвным, одна его часть с размещенными в ней направляющими скалками смонтирована на станине станка и размещена внутри другой части, закрепленной с возможностью перемещения, жестко соединенной с направляющими скалками и снабженной борштангами, установленными соосно направляющим скалкам.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 476130, кл. В 23 Q 1/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ползун металлорежущего станка | 1978 |
|
SU837729A2 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Шпиндельный узел расточного станка | 1984 |
|
SU1234062A1 |
| Расточная оправка для многошпиндельного вертикального агрегатного станка | 1984 |
|
SU1230754A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Станок для обработки торцовых поверхностей | 1977 |
|
SU738772A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
fS
