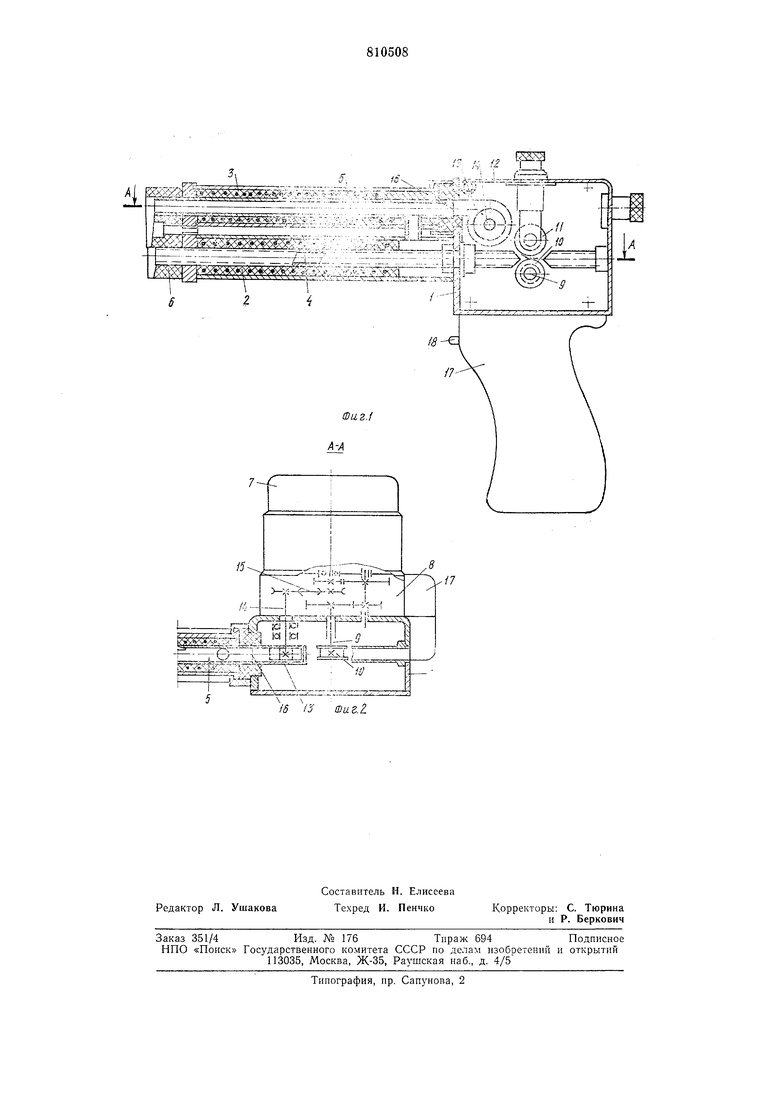
пого присадочного прутка и канал 5 для нагрева газообразного теплоносителя. На корпусе закреплены формующая головка 6, механизм принудительной подачи прутка, включающий электродвигатель 7, редуктор 8, на выходном валу 9 которого установлен подающий ролик 10, и подпружиненный прижимной ролик 11, смонтированный на верхней откидной крыщке 12.
Пистолет содержит также размещенный в корпусе вентилятор 13, вал 14 которого кинематически связан с редуктором 8 посредством ременной передачи 15, а выпускное отверстие 16 сообщено с каналом 5.
Для удобства -обслуживания пистолет снабжен рукояткой 17 с тумблером 18 для включения электродвигателя механизма подачи прутка.
Пистолет работает следующим образом.
Каналы 4 и 5 нагреваются до необходимой температуры электронагревателями 2 и 3. Включением тумблера 18 на рукоятке 17 приводится в работу электродвигатель 7, который через редуктор 8 приводит во вращение подающий ролик 10. Между подающим 10 и прижимным 11 роликами вводится присадочный пруток, который за счет сил трения подается в канал 4.
Одновременно с включением механизма подачи прутка посредством ременной передачи 15 приводится во вращение приводной вал 14 со смонтированным на нем лопаточным колесом вентилятора 13. Через выпускное отверстие 16 нагнетается воздух в канал 5, где он нагревается до требуемой температуры, а затем поступает в формующую головку 6. Горячий воздух нагревает
кромки свариваемых изделий, после чего на это место в зону шва подается расплавленный присадочный материал. При сварке указанным пистолетом подача газа-теплоносителя пропорциональна расходу присадочного материала, что обеспечивает высокое качество сварных соединений, причем за один проход сварочного пистолета можно сваривать изделия практически любой толщины.
Формула изобретения
Пистолет для сварки термопластов, содержащий корпус с расположенными в нем обогреваемыми каналами для подачи в зону сварки присадочного прутка и газообразного теплоносителя, механизм подачи присадочного прутка, включающий приводной и прижимной подпружиненный ролики, и шовоформующую головку, отличающийся тем, что, с целью повышения качества сварки за счет регулирования расхода газа в зависимости от скорости подачи присадочного прутка, пистолет снабжен расположенным в корпусе вентилятором, вал которого кинематически связан с механизмом подачи присадочного прутка.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 252582, кл. В 29С 27/02, 24.10.68. 2. Авторское свидетельство СССР № 643359, кл. В 29С 27/02, 16.02.77 (прототип). ., i .. - /i у) j535v4T- :--- 4--:-:-v4v .;g| ; Ш7.-:. .1:, --. -j.vi.vicW xy es $ o4 ; w-7fA,-.;;-. 2 }s Vj фиг. 3. i-. UJ.l, 7.l ri si rv| 1щЯ1т1jj 11 Л; V i pj-ksssTcr-r, 11 -- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Устройство для сварки термопластов газообразным теплоностителем | 1977 |
|
SU643359A1 |
| Устройство для сварки термопластов | 1980 |
|
SU891458A2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1177169A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |