(5) УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1981 |
|
SU1004128A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1177169A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
I
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки термопластов газообразным теплоносителем с использованием присадочного прутка.
По основному авт. св. № 520256 известно устройство для сварки термопластов , содержащее корпус с каналами для .подвода газа и присадочного прутка, механизм подами прутка, связанный с электродвигателем и формующую головку с продольным пазом для выхода присадочного материала, выполненным о уклоном 1:10-1:15 по отношению к поверхности контакта формующей головки со свариваемыми листами l.
Недостатком известного устройства является то, что при нарушении контакта формующей головки со свариваемыми материалами в процессе сварки возможно образование сварных швов недостаточной плотности.
Целью изобретения является повышение качества сварки.
Указанная цель достигается тем, |4то устройство для сварки термопластов снабжено смонтированным на корпусе механизмом отключения подачи присадочного прутка, выполненным в виде связанных с электродвигателем контактов и взаимодействующей с последними пластины из электропроводного материала, закрепленной на подпружиненном штоке, свободный конец которого
10 соединен с роликами,.выступающими за контактную поверхность формующей головки.
Такое выполнение устройства обеспечивает прекращение подачи присадоч15ного прутка при нарушении контакта со свариваемыми поверхностями.
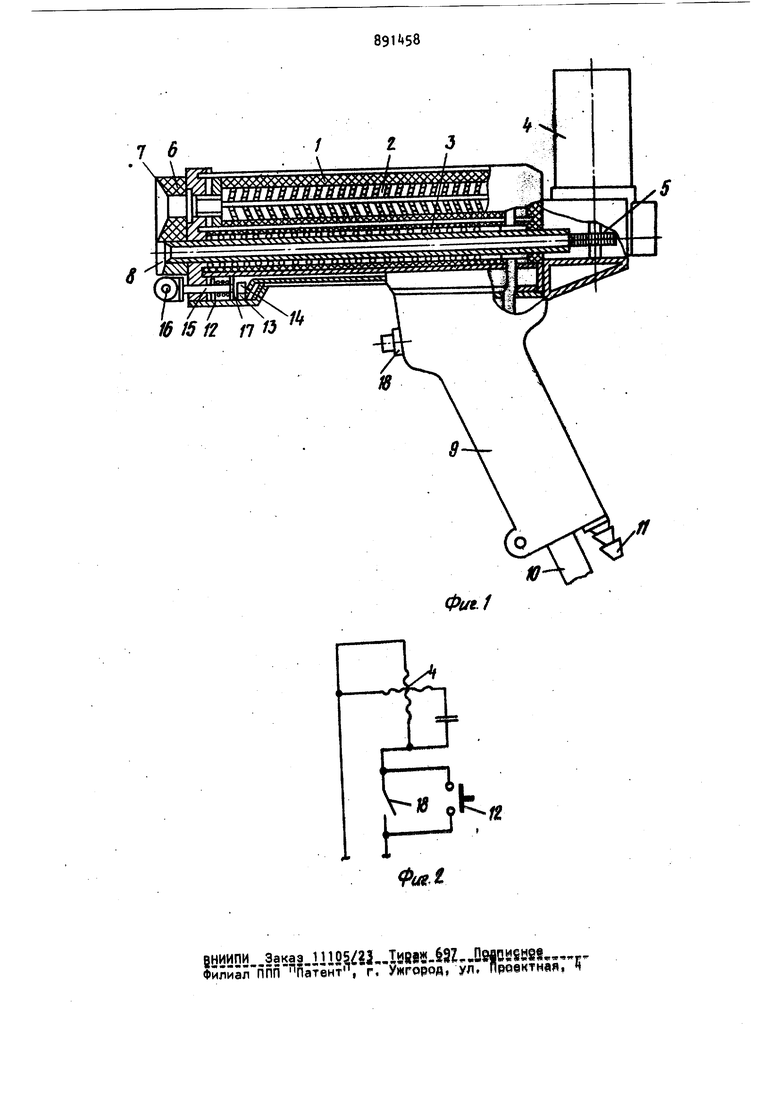
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - схема подключения электродвигателя механизма по20дачи прутка.
Устройство содержит корпус 1, в котором выполнены обогреваемые каналы 2 и 3 для подвода в зону сварки расплавленного присадочного материала и газа-теплоносителя, механизм подачи прутка, включающий электродвигатель и систему подающих роликов 5, формующую головку 6 с поверхностью 7 контактирующей со свариваемыми листами, и продольным пазом 8, выполненным с уклоном 1:10-1:15 к поверхности 7, ручку 9 с электрическим кабелем 10 и штуцером 11 для подвода газа. На корпусе 1 устройства закреплен механизм 12 отключения подачи присадочного прутка, включающий закрепленные на диэлектрической плате 13 разомкнутые контакты 14 цепи питания электродвигателя , а также подпружиненный шток 15 из диэлектрического материала, соединенный одним концом с двумя контактирующими со свариваемыми материалами по обе сторо ны от сварного шва роликами 16 и с пластиной 17 из электропроводного материала на противоположном конце.В по ложении, когда поверхность 7 головки 6 и контактная поверхность роликов 16 находятся в одной плоскости пластина 17 замыкает контакты 1 между со6dPi. В нерабочем положении ролики 16 выступают за поверхность 7. На ручке 9 установлен тумблер 18 для включения электродвигателя k при подготовке устройства к работе. Устройство работает следующим образом. Каналы сварочного устройства нагре ваются до требуемой температуры, после чего в канал 3 через штуцер 11 подается сжатый газ, а в канал 2 между роликами 5 вводится присадочный пруток. Для этого тумблером 18 включается электродвигатель , который приводит во вращение подающие ролики. После установки заданного температурного режима сварки тумблером 18 электродвигатель отключается, а устройство устанавливается на свариваемые листы таким образом, чтобы голов84ка 6 и ролики 16 контактировали со свариваемыми материалами. При этом пластина 17 замыкает контакты 14 электрической цепи и напряжение подается на электродвигатель 4, который приводит во вращение ролики 5. Начинается непрерывная подача присадочного материала, который, расплавляясь, заполняет продольный паз 8 сварочной головки 6, после.чего за счет реактивной силы струи расплава начинается перемещение устройства вдоль свариваемого стыка. В том случае, когда нарушается контакт формующей головки со свариваемыми материалами пластина 17 отходит от контактов 14, подача присадочного материала и перемещение сварочного устройства прекращаются. Для возобновления процесса сварки необходимо снова добиться требуемого контакта формующей головки со сварива емыми листами. Предлагаемое устройство позволяет обеспечить постоянную плотность сварных швов при ручной сварке. Формула изобретения Устройство для сварки термопластов по авт. св. № 520256, отличающееся тем, что, с целью повышения качества сварки, устройство снабжено смонтированным на корпусе механизмом отключения подачи присадочного прутка, выполненным в виде связанных с электродвигателем контактов и взаимодействующей с последними пластины из электропроводного материала, закрепленной на подпружиненном штоке, свободный конец которого соединен с роликами, выступающими за контактную поверхность формующей гояовки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 52С256, кл. В 29 С 27/02, 1975 (прототип).
fe
I
k
Й
