(54) ЭКСТРУЗИОННЛЯГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ИЗ ТЕРМОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Экструзионная плоскощелевая головка для изготовления плоских полимерных изделий | 1986 |
|
SU1452695A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная головка для изготовления полимерных изделий | 1988 |
|
SU1578007A1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333102C1 |
| Способ получения термоусаживающегося изоляционного материала | 1988 |
|
SU1581589A1 |
| Экструзионная головка для изготовления плоских сеток из пластмасс | 1983 |
|
SU1113265A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
Изобретение относится к области переработки пяастмасс и может быть использовано при изготовлении погонажных издепий из термопластов, например листов, труб и различных профилей.
Известна экструзионная гоповка, со- пержащая обогреваемый корпус с профнпем типа рыбий хвост и формующий инструмент l 1./
Недостатком гоповки является то, что изготавливаемые изделия недостаточно прочны.
Известна также экструзионная ronofr ка для изготовления профилей из термопластов, содержащая корпус с каналом для расплава термопласта, прикрешюнную к корпусу формующую насадку, распредёлитепь; размещенный в канапе корпуса Данное устройство является наибопее близким к предложенному изобретению по технической сущности и достигаемому результату.
Недостаток устройства невысокая прочность получаемых изделий.
Цегаь изобретения - повышение прочности изделий за счет ориентации структур термопласта. достигается тем, что распределитель выполнен в Виде сетки, к которой присоединены нитевидные элементы.
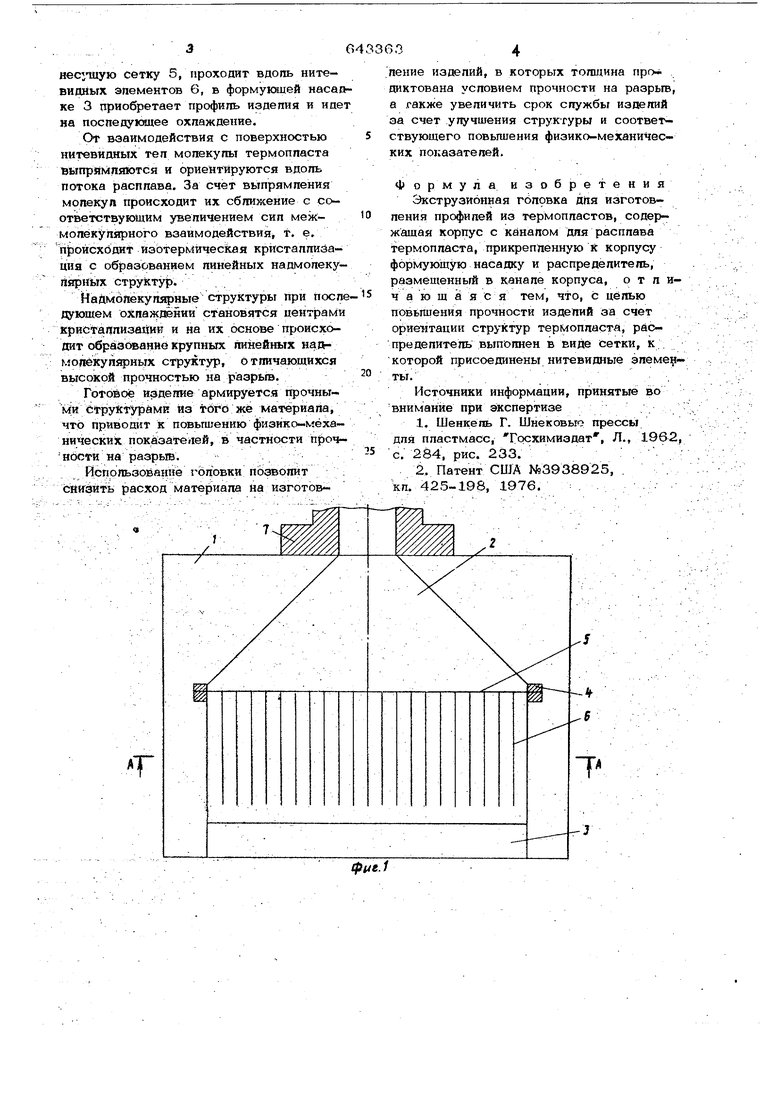
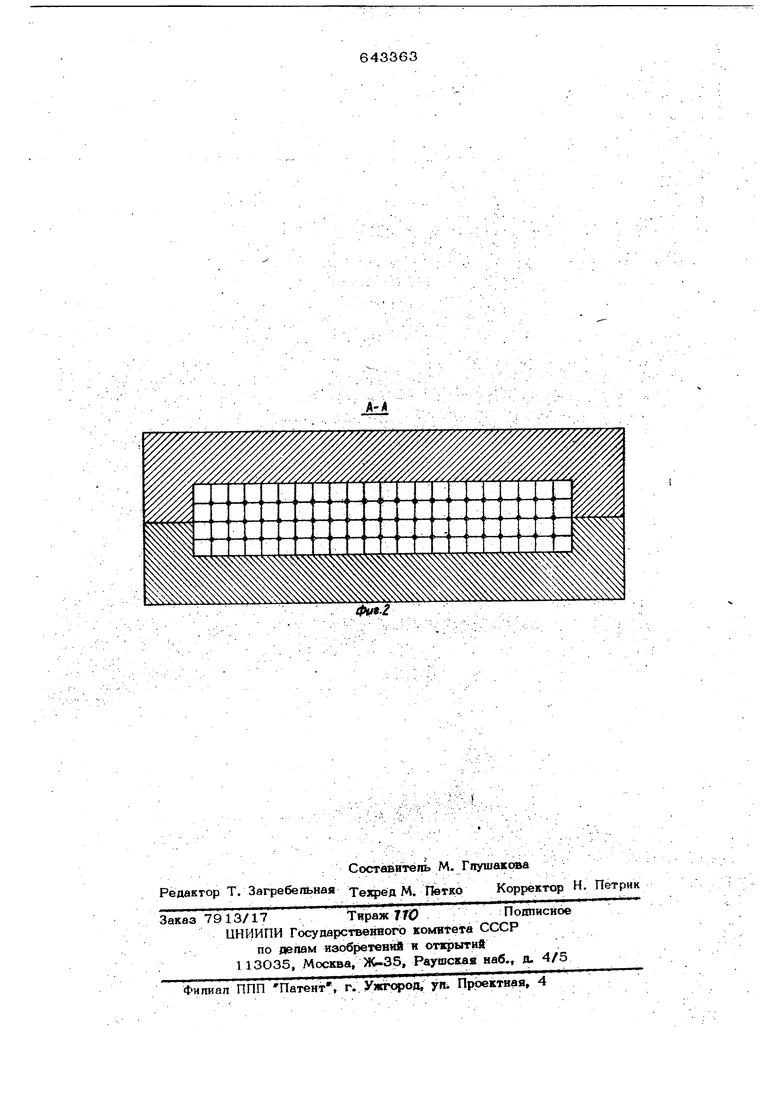
На фиг. 1 изображена предложенная головка, проо5 льный разрез; на фиг. 2поперечный разрез А-А на фиг. 1.
Экструзионная гоповка содержит корпус 1 с каналом 2 для расплава, прикреп пенную к корпусу 1 формующую насадку 3 в распреяепитель, размешенный в канапе корпуса -1 к вьтолнекный в виде рамы 4, К раме крепится сетка 5 из высокопрочной проволоки, к которой присоединен нитевидные элементы 6. К ксфпусу 1 крепится переходник 7.
Работает экструзионная гоповка следукяиим образом.
Расплав термопласта из экструвера поступает в перехо1шйк 7, из него в пояость обогреваемого 1. В полости расплав продавливается через сетку 5, проходит вдоль нитевидных элементов 6, в формующей наса ке 3 приобретает профиль изделия и иде на поспедукяцее охлаждение. От взаимодействия с поверхностью нитевидных тел молекулы термопласта выпр ямляются и ориентируются вдоль потока расплава. За счет выпрямления мопекуп происходит их сближение с соответствующим увеличением сил межмолекупягрного взаимодействия, т. е, происходит изотермическая кристаллизация с образованием линейных надмолеку лярных структур). Надм6пекул$фные структуры при посл дующем охлаждении становятся центрам кристаллизании и на их основе происходит образсЖанис крупных линейных надмопёкупярных структур, б тличаювдихся высокой прочностью на разрьт. Готоёое изделие армируется прочными структурами из тбго же материала, что приводит к повышению физико-механических показателей, в частности проч ности на разрыв. Йспопьзованне головки позволит снизить расход матер иала на изготовление изделий, в которых тошчина про диктована условием прочности на разрыв, а также увеличить срок службы изделий за счет улучшения структуры и соответствующего повышения физико-механических показателей. Формула изобретения Экструзионная голрвка для изготовления профилей из термопластов, содержащая корпус с каналом для расплава термопласта, прикрепленную К корпусу формующую насадку и распределитель, размещенный в канале корпуса, о т л ич а ю щ а я с я тем, что, с целью повьшения прочности изделий за счет ориентации структур термопласта, распределитель выполнен в виде сетки, к которой присоединены нитевидные злеме - ты.- , , . . Источники информации, принятые во внимание при экспертизе 1.Шенкель Г. Шнековыо прессы для пластмасс, Гс)схимиздат, Л., 1962, с. 284, рис. 233. : 2.Патент США №3938925, . кп. 425-198, 1976..
i---
г
Т
.2
