pa, a во-вторых, к образованию отверстий в сварном шве.
Цель изобретения - улучшение качества сварки изделий с большой разницей в диаметрах.
Это достигается тем, что при способе сварки стеклоизделий, преимущественно колбы с ножкой, путем нагрева заготовок, их соединения, обрезки прибыли и последуюш;его отжига, при обрезке прибыли ее поддерживают в исходном положении с одновременным центрированием относительно оси изделия.
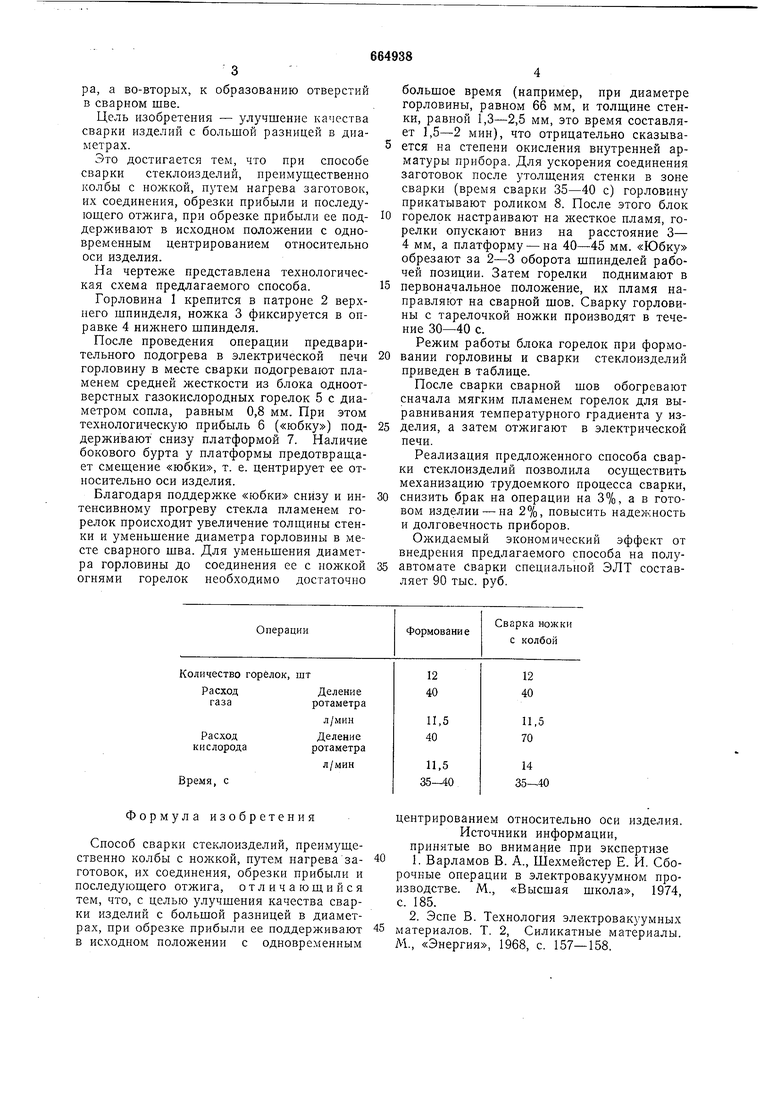
На чертеже представлена технологическая схема предлагаемого способа.
Горловина 1 крепится в патроне 2 верхнего шпинделя, ножка 3 фиксируется в оправке 4 нижнего шпинделя.
После проведения операции предварительного подогрева в электрической печи горловину в месте сварки подогревают пламенем средней жесткости из блока одноотверстных газокислородных горелок 5 с диаметром сопла, равным 0,8 мм. При этом технологическую прибыль 6 («юбку) поддерживают снизу платформой 7. Наличие бокового бурта у платформы предотвраш;ает смещение «юбки, т. е. центрирует ее относительно оси изделия.
Благодаря поддержке «юбки снизу и интенсивному прогреву стекла пламенем горелок происходит увеличение толщины стенки и уменьшение диаметра горловины в месте сварного шва. Для уменьшения диаметра горловины до соединения ее с ножкой огнями горелок необходимо достаточно
большое время (например, при диаметре горловины, равном 66 мм, и толщине стенки, равной 1,3-2,5 мм, это время составляет 1,5-2 мин), что отрицательно сказывается на степени окисления внутренней арматуры прибора. Для ускорения соединения заготовок после утолщения стенки в зоне сварки (время сварки 35-40 с) горловину прикатывают роликом 8. После этого блок горелок настраивают на жесткое пламя, горелки опускают вниз на расстояние 3- 4 мм, а платформу - на 40-45 мм. «Юбку обрезают за 2-3 оборота шпинделей рабочей позиции. Затем горелки поднимают в первоначальное положение, их пламя направляют на сварной шов. Сварку горловины с тарелочкой ножки производят в течение 30-40 с.
Режим работы блока горелок при формо0 вании горловины и сварки стеклоизделий приведен в таблице.
После сварки сварной шов обогревают сначала мягким пламенем горелок для выравнивания температурного градиента у изделия, а затем отжигают в электрической печи.
Реализация предложенного способа сварки стеклоизделий позволила осуществить механизацию трудоемкого процесса сварки, снизить брак на операции на 3%, а в готовом изделии - на 2%, повысить надежность и долговечность приборов.
Ожидаемый экономический эффект от внедрения предлагаемого способа на полуавтомате сварки специальной ЭЛТ составляет 90 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки изделий из стекла | 1978 |
|
SU785241A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Способ изготовления электровакуумных приборов | 1972 |
|
SU489728A1 |
| Оправка для герметизации электровакуумных приборов | 1976 |
|
SU710993A1 |
| Способ соединения стеклоизделий, преимущественно колбы с ножкой | 1991 |
|
SU1827365A1 |
| Способ сварки стеклоизделий | 1981 |
|
SU986878A1 |
| Машина для сварки изделий из стекла | 1976 |
|
SU643444A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Установка для соединения деталей электровакуумных приборов | 1978 |
|
SU791673A1 |
| Машина для сварки стеклоизделий | 1978 |
|
SU844589A1 |
Формула изобретения
Способ сварки стеклоизделий, преимущественно колбы с ножкой, путем нагрева заготовок, их соединения, обрезки прибыли и последующего отжига, отличающийся тем, что, с целью улучшения качества сварки изделий с большой разницей в диаметрах, при обрезке прибыли ее поддерживают в исходном положении с одновременным
центрированием относительно оси изделия.
Источники информации, принятые во внимание при экспертизе
