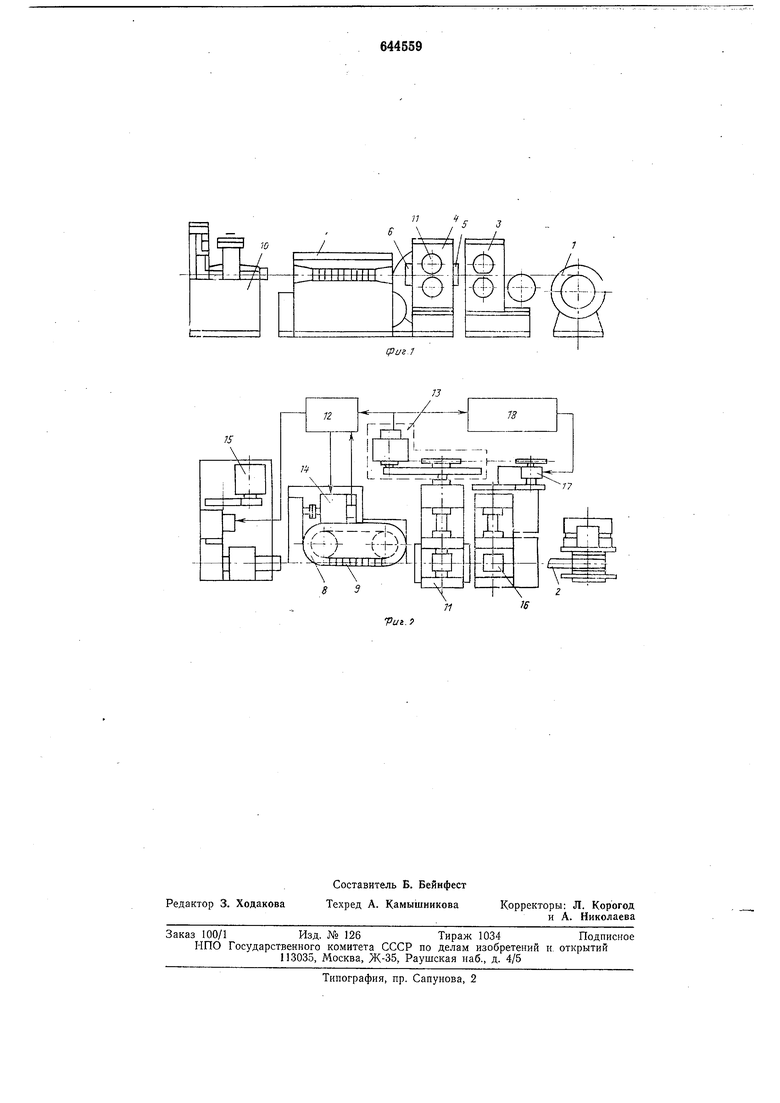
Изобретение относится к обработке металлов методом пластической деформации и может быть использовано, -в частности, для изготовления коллекторных профилей. Для изготовления фасонных профилей применяются различные механизированные линии, состоящие из расположенных в технологической последовательности устройств для отдачи заготовки, ее захвата и проталкивания, деформирующего агрегата, тягового устройст1ва и ножниц. Известна линия, содержащая расположенные в технологической последовательности устройство для отдачи заготовки, устройство для захвата и проталкивания заготовки, деформирующий агрегат в составе по меньшей мере трех устройств для обработки давлением, включая первую и последнюю волоки, тяговое устройство в виде бесконечной цепи с башмаками и ножницы 1. Б качестве деформирующего агрегата в такой линии применены клетевые волочильные станы с бесконечными цепями, а устройство для захвата и протал кивапия заготовки выполнено в виде установленных на цепях подающих призматических звеньев. Такая конструкция линии позволяет механизировать изготовление фасонных профилей, однако эта линия относительно сложна как в части конструкции отдельных входящих в нее устройств, так и в части связей между отдельными устройствами. Цель изобретения - упрощение оборудования линии. Отличие .предложенной линии заключается в том, что промежуточные устройства для обработки давлением выполнены в внде по меньшей мере одной прокатной клети, снабженной системой синхронизации ее привода с приводами тягового устройства и ножниц, а устройство для захвата и проталкивания заготовки выполнено в виде приводных профилированных валков, установленных на расстоянии от прокатной клети, меньшем длины их рабочей дуги, и кинематически связанных с приводом прокатной клети через расцепную муфту с электрическим управлением. На фиг. 1 и 2 показана предлагаемая линия в двух проекциях, общий вид. Линия содержит расположенные в технологической последовательности устройство 1 для отдачи заготовки 2, устройство 3 для захвата и проталкивания заготовки, деформирующий агрегат 4 в составе по меньшей мере трех устройств для обработки давлением, включая первую волоку 5 и последнюю волоку 6, тяговое устройство 7 в виде бесконечной цепи 8 с башмаками 9 и ложницы 10.
При этом иромежуточиое устройство для обработки давлением -выполнено в виде прокатной клети И, снабженной системой
12сИНХронизации лривода 13 прокатной клети с приводами 14 и 15 тягового устройства и ножниц соотеетственло. Устройство
13для захвата и проталкивания заготовки выполнено в виде приводных профилированных валков 16, установленных на расстоянии / от Прокатной клети И, меньшем длины их рабочей дуги, и кинематически связанных с -приводом 13 прокатной клети II через расцепную муфту 17 с электрическим управлением с -помощью блока 18.
При запуске линии конец заготовки 2с устройства 1 для отдачи заготовки подается IB устройство 3, которое захватывает заготовку и проталкивает ее через волоку 5 в валки прокатной клети И. После захвата конца заготовки валками прокатной клети И устройство 3 с помощью расцепной муфты 17, управляемой блоком 18, отключается, а валки прокатной клети проталкивают обработанный конец через воло-ку 6. Вышедший из волоки 6 деформирующего агрегата профиль захватывается башмаками тягового устройства 7 и подается к ножницам 10, которые разрезают его на мерные отрезки. Заданные скорости и натяжения -профиля на отдельных участках линии обеспечиваются -посредством системы 12 синхронизации.
Входящие в линию устройства и система
синхронизации просты по конструктивному исполнению.
Линия обеспечивает высокую производительность и надежность при изготовлении фасонных профилей.
Формула изобретения
Линия для изготовления фасонных профилей, содержащая расположенные в технологической последовательности устройство для отдачи заготовки, устройство для захвата и проталкивания заготовки, деформирующий агрегат в составе по меньшей мере трех устройст в для обработки давле-нием, в-ключая первую и последнюю волоки, тяговое устройство в виде бесконечной цепи с башмаками и ножницы, отличающаяся тем, что, с целью упрощения оборудования линии, промежуточные устройства для обработки давлением выполнены в виде но меньшей мере одной прокатной клети, снабженной системой синхронизации ее привода с приводами тягового устройства и ножниц, а устройство для захвата и проталкивания заготовки выполнено ввиде приводных -профилированных валков, установленных на расстоянии от нрокатной клети, меньшем длины их рабочей дуги, и кинематически связанных с приводом прокатной клети через расцепную муфту с электрическим управлением.
Источники информации, принятые во внимание при экспертизе 1. Розов Н. В. Холодное волочение стальных труб. М., Металлургиздат, 1965, с. 73-75.
tpue.l
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ АГРЕГАТ | 2010 |
|
RU2497612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |