ляющих для шаремещенля стержней с сердеч.никамй.
Перед запрессовкой модельной массы в ф|0(рмооб;разующую полость 1П1ресс-фо рма .находится (В Сомкнутом СОСТОЯНИИ.
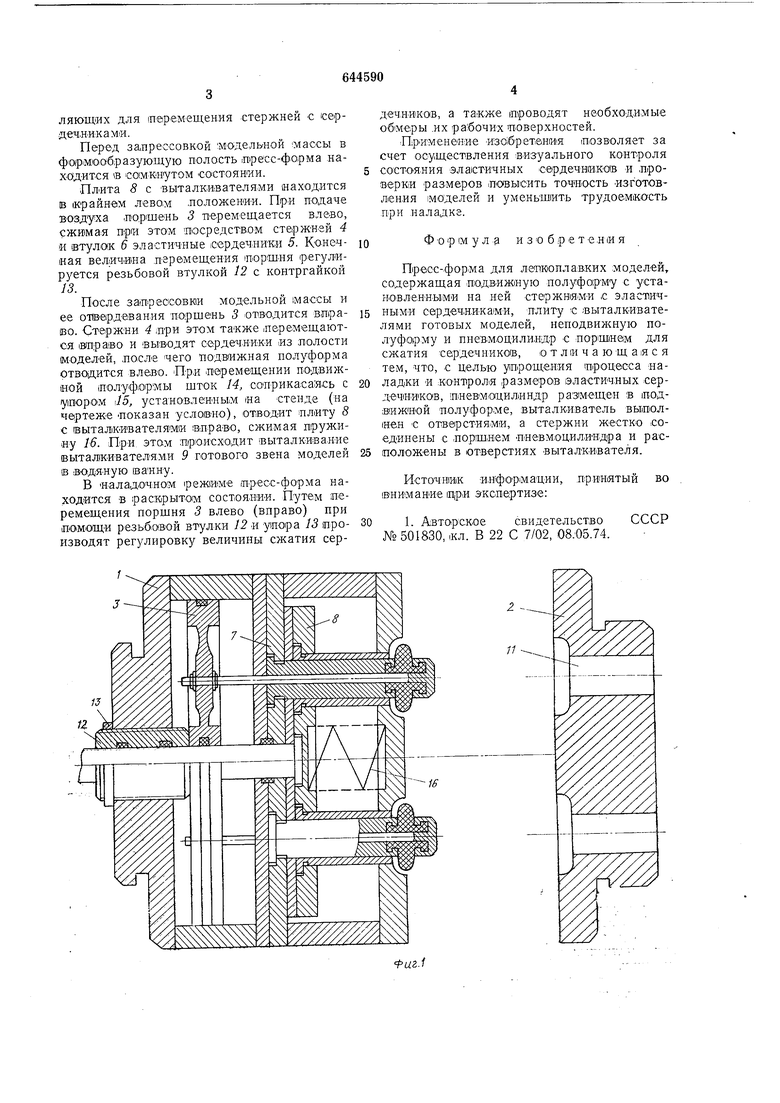
ПлИта 8 с Выталкивателями находится в крайнем лево.м лоложенИИ. При подаче воздуха лоршень 3 перемещается влево, сжи1ма я при этом иосредством стерж«ей 4 и втуЛОК 6 элаСтичные |Сердечни-к.и 5. Конечная величина перемещения поршня регулируется резьбовой втзлкой 12 с контргайкой 13.
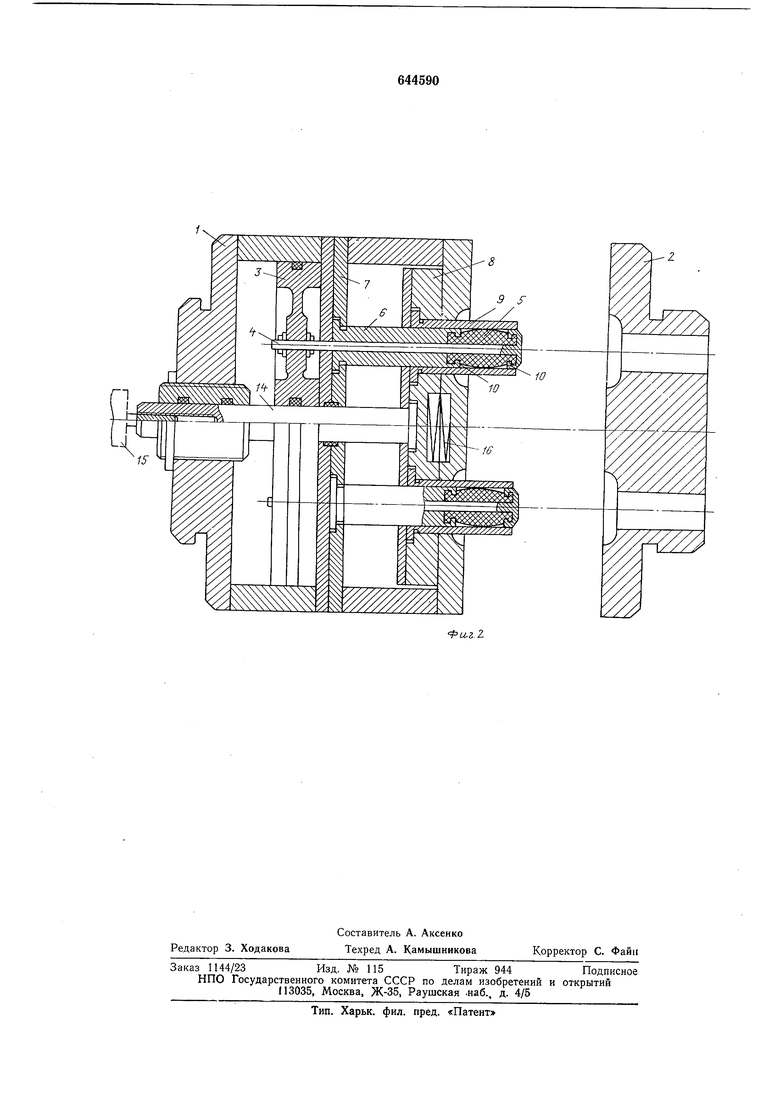
После запрессовки модельной массы и ее от1Верде вания поршень 3 Отводится вправо. Старжни 4 .при этом также леремещаютоя iBinpaiBo и ВЫВОДЯТ сердечники из Полости моделей, чего тюдвижная полуформа отводится влево. При перемещении подвижИОй (полуформы шток 14, соприкасайсь с упорОм J5, установленны,м на стенде (на чертеже показан условно), отводит плиту 8 с 1вытал1КИвателямм вправо, сжимая пружину 16. При этом происходит выталкивание выталКИвателЯми 9 готового звена моделей в .водяпую вапну.
В «аладочном режиме пресс-форма находится в раскрытом состоянии. Путем перемещения поршня 3 влево (вправо) при ПОМООЦИ резьб01ВОЙ втулки /2 и упора 13 производят регулировку величины сжатия сердечников, а также проводят необходимые обмеры пх рабочих поверхностей.
П;рИме.нение изо1бретан1И Я позволяет за счет осуществления визуального контроля состояния эла1стичных Сердечников и проверки раз.меров .повысить точность изготовления 1МОделей и уменьшить трудоемкость при наладке.
Ф о р 1м у л а и 3 О б р е т е н м я
Пресс-форма для лепкоплавких моделей, содержащая подвижиую полуформу с установленными на ней стсржняМИ с эласт1ичными сердеч.ника1ми, плиту с выталкивателями готовых моделей, неиодвил :ную полуфОрму и пневмоцилиндр с пор|Щ|не1м для сжатия сердечников, отличающаяся тем, ЧТО, с целью упрощ-елия процесса наладки и контроля размеров эластичных Сердеч1ников, П1невМацилиндр размещен в лодвижиой полуформе, выталкиватель выполнен С отварстиЯМИ, а стержни Жестко соединены с пор1ЩНем ПН ев МО цилиндр а и расположены в отверстиях выталкивателя.
Источник инфор мации, принятый во внимание |цри экспертизе:
30 1. Авторское свидетельство
СССР № 501830,1КЛ. В 22 С 7/02, 08:05.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1976 |
|
SU718214A1 |
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1980 |
|
SU876262A1 |
| Пресс-форма | 1974 |
|
SU501830A1 |
| Пресс-форма | 1973 |
|
SU442008A1 |
| Пресс-форма для изготовления многоплавких моделей с поднутреннием | 1980 |
|
SU973213A2 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления моделей с поднутрениями | 1976 |
|
SU772705A1 |
| ПРЕСС-ФОРМА для ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1973 |
|
SU376158A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |