Изобретение относится к технологии об работки деталей шлифованием.
Известен способ круглого шлифования деталей врезанием, включаюш,ий предварительную обработку детали с постоянной скоростью ее враш,ения и выхаживание при неподвижной бабке круга, начало и окончание которого осуш,ествляют по командам прибора активного контроля в зависимости от текущего размера детали . 1 .
Иедостатком известного способа является образование значительной волнистости на обработанной поверхности.
Цель изобретения - повышение точности геометрической формы обработанной поверхности.
Указанная цель достигается тем, что одновременно с началом выхаживания непрерывно увеличивают скорость враш,ения детали до получения ее заданного размера.
Предлагаемый способ иллюстрируется чертежом.
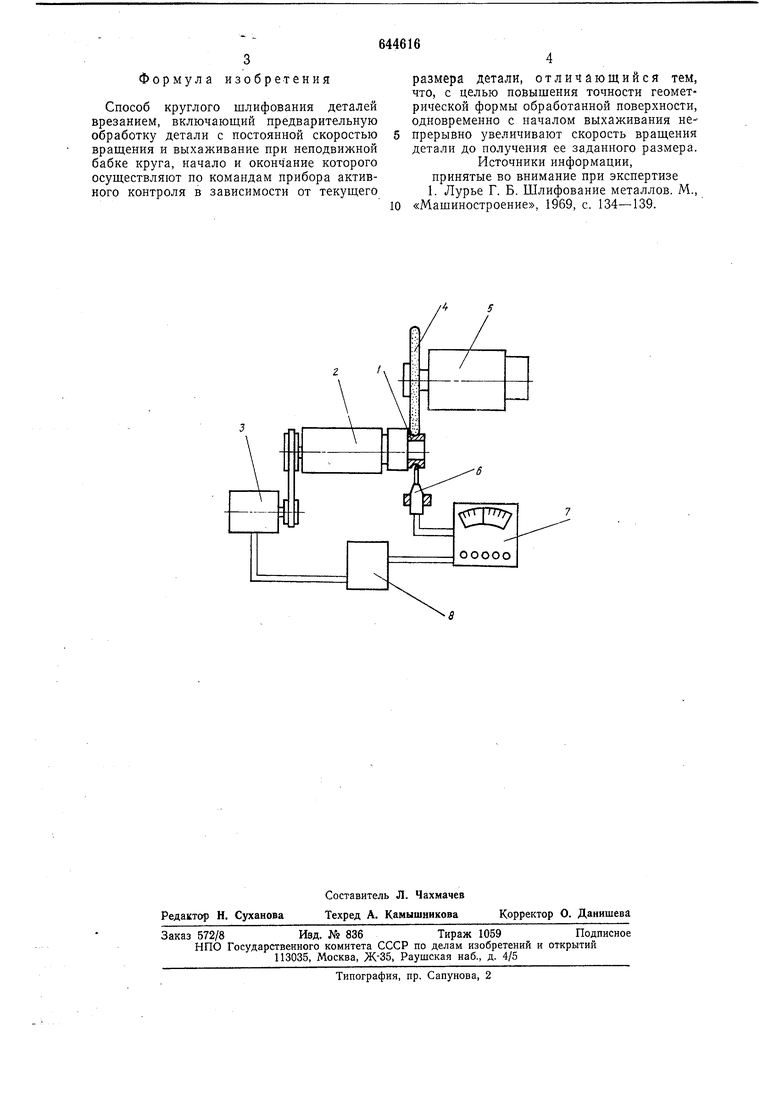
Деталь 1 закрепляют в шпинделе 2, приводимом во вращение бесступенчатым регулируемым приводом 3.
Обработку осуществляют шлифовальным кругом 4, смонтированным на шлифовальной бабке 5.
В процессе шлифования осуществляют измерение текущего размера детали 1 с помощью измерительного щупа 6 прибора 7 активного контроля. Привод 3 вращения детали и прибор 7 активного контроля соединены с помощью управляющей системы 8.
В соответствии с предложенным способом цикл обработки включает этапы предварительного шлифования и выхаживания.
На этапе предварительного шлифования деталь 1 вращают с постоянной скоростью.
По окончании предварительного шлифования осуществляют выхаживание детали при неподвижной бабке круга, начало и окончание которого производят по командам прибора 7 активного контроля.
При этом одновременно с началом выхаживания непрерывно увеличивают скорость вращения детали 1 с помощью управляющей системы 8. .Увеличение числа оборотов детали производят бесступенчато до момента получения заданного размера, который определяют прибором активного контроля. Одновременно с его командой на окончание цикла шлифования управляющая система 8 осуществляет уменьшение числа оборотов детали до исходного значения, соответствующего скорости вращения детали на этане предварительного шлифования.
Формула изобретения
Способ круглого шлифования деталей врезанием, включающий предварительную обработку детали с постоянной скоростью вращения и выхаживание при неподвижной бабке круга, начало и окончание которого осуществляют по командам прибора активного контроля в зависимости от текущего
размера детали, отличающийся тем, что, с целью повышения точности геометрической формы обработанной поверхности, одновременно с началом выхаживания непрерывно увеличивают скорость вращения детали до получения ее заданного размера.
Источники информации, принятые во внимание при экспертизе 1. Лурье Г. Б. Шлифование металлов. М., «Машиностроение, 1969, с. 134-139.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| Способ управления шлифованием | 1982 |
|
SU1036508A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| Механизм врезания | 1981 |
|
SU1000250A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
45
