жатия подкладки к рельсу, шарнирно закрепленный на корпусе и раз41ещенный в вырезе, а каждый прижим Содержит пластины с пазами для костылей, размещенные одна над другой, причём пластины шарнирно связаны друг с другом посредством винта.
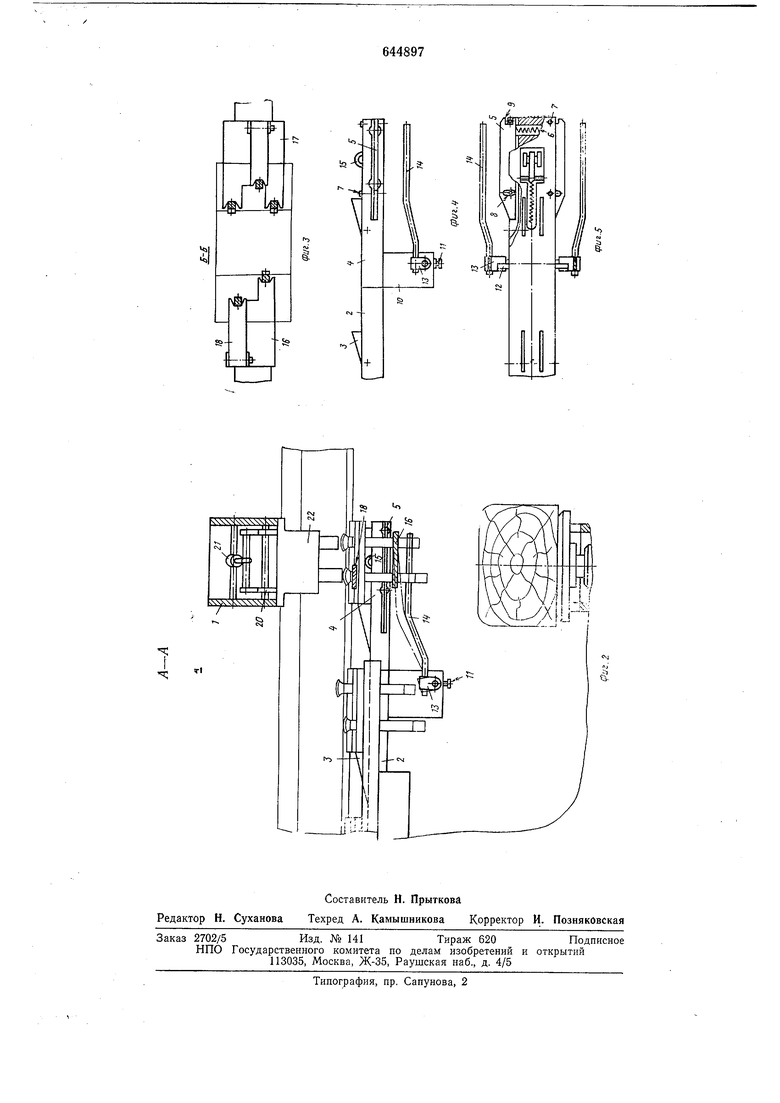
На фиг. 1 показана левая часть устройства (правая часть аналогична левой и симметрична ей); на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 шаблон, вид сбоку; на фиг. 5 - то же, вид сверху.
На раме 1 устройства для ориентирования комплекта крепления рельса при сборке рельсошпальной решетки смонтированы реечные пульсируюшие конвейеры 2 с подпружиненными утапливающимися зацепами 3 для подачи под рельсы собираемого звена подкладок с костылями в своих отверстиях.
Каждый конвейер несет на своем конце шаблон, содержащий плоский корпус 4, в его боковых пазах размёЩёны пластины 5, разжимаемые пружинами б до упора в штифты 7, проходящие через пазы 8 и 9 в пластинах 5. Ниже пластины 5 к корпусу 4 на кронштейне 10 прикреплена винтом И ось 12. На концах оси 12 с помощью втулок 13 щарнирно и подвижно в ёертикальной плоскости закреплены направляющие 14. Пластинами 5 и направляющими 14 устанавливаются определенные размеры, обусловленные расстояниями между соответствующими отверстиями в подкладке, для ЁepтиkaльHoгo ориентирования костылей. В вырезе kdphyca 4 установлен подпружиненный и поДЁй:й(ный в вертикальной плоско.сти рычаг 15.
Скобообразные прижимы; состоящие из НИЖНИХ пластин 16 и 17 и йерхнйх щарнйрных пластин 18, регулируемых по высоте отНбсительно Нижних виНтом 19, прикреплены к раме 1 на шарнирных параллелоЬрамМных подвесках 20. Пластины 16-18 имеют вильчатые пазы для костылей. Движение параллелограммным подвескам 20 передают цилиндры 21. Пуансоны 22 на раме 1 служат опорой для костылей при напрессовке на них шпалы.
Устройство работает следующим образом.
Реёчньте пульсирующие конвейеры 2, совершая возвратно-поступательное движение, зацепами 3 при их движении вперед под рельсами собираемого звена подают подкладки с костылями в своих отверстиях К месту напрессовки шпалы, при этом пластииы 5 ставят и удерживают йришивочйЬ1е костыли, направляющие 14-обшивочные костыли в вертикальном положении, а рычаги 15 прижимают подкладки к подо швай рельсов. В момент окончания движения конвейеров 2 срабатывают цилиндры 21, тогда Скобообразные прижимы давят
своими пластинами 16-18 на coofeetCTBy1бщие кость ли и фиксируют их вертикально, прижимая к пластинам 5, направляющим 14 и граням отверстий в подкладках. После этого ШпЙла может напрессовываться на костыли, которые своими головками будут упираться в пуансоны 22.
Как только костыли начнут внедряться в шпалу, конвейеры 2 делают обратный ход
и убирают составные шаблоны из-под подкладок, а цилиндры 21 отводят Скобообразные прижимы в исходное положение. Процесс напрессовки шпалы не прерывается, поэтому нйправляюшие 14 имеют возможность поворачиваться на оси 12 и подниматься шпалой несколько вверх до тех пор, пока они не выйдут из соприкосновения со шпалой. После этого направляющие 14 под собственным весом займут исходное
горизонтальное положение. В конце обратного хода конвейеров 2 составные шаблоны разместятся под очередными комплектами креплений и будут готовы подать и сориентировать их в агрегате для напрессовки
очередной шпальг.
Пластины 5 подпружинены, а направляющие 14 выполнены пружинящими для исключения их заклинивания между внедряемыми в шпалу костылями.
Устройство за счет Повышения точности ориентирования элементов креплений значительно увеличивает надежность установки костылей в вертикальное положение, что обеспечивает высококачественную сборку
звеньев путевой решетки.
Формула изобретения
1. Устройство Для ориентирования комплекта крепления рельса при сборке рельсошпальной решетки, содержащее раму. На которой смоНтйрбйан конвейер для подачи подкладок и костылей, отличающееся тем, что, с целью повышения качества сборки, оно снабжено шаблоном, установленным
на конвейере, и прижимами, установленными на раме с возможностью перемещения в вертикальной плоскости от силового цилиндра и разме1ценными по обе стороны от конвейера.
2. Устройство по и. 1, отличающееся тем, что шаблон содержит корпус с пазами по бокам и вырезом в средней части, ограничители, установленные на корпусе с боков, подпружиненные пластины, шарнирно
закрепленные на корпусе и размещенные в Заказанных пазах, направляющие для костылей, шарнирно закрепленные на корпусе с боков, и подпружиненный рычаг для прижатия подкладки к рельсу, шарнирно
закрепленный на корпусе и размещенный в вырезе.
3. Устройство по п. 1, отличающееся тем, что каждый прижим содержит пластины с пазами для костылей, размещенные
одна над другой, причем пластины шарнирно связаны друг с другом посредством винта.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 132256, кл. Е Olb 29/26, 23.02.60.
2.Авторское свидетельство СССР № 101792, кл. Е Olb 29/32, 10.05.55.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки звеньев железнодорожного пути | 1977 |
|
SU931891A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ РЕЛЬСОВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1999 |
|
RU2167971C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СКРЕПЛЕНИЙ | 1997 |
|
RU2126474C1 |
| Машина для подачи шпал, подкладок и костылей на линию сборки звеньев рельсового пути | 1957 |
|
SU110552A1 |
| Устройство для сборки звеньев железнодорожного пути | 1976 |
|
SU709751A1 |
| Устройство для расшивки рельсошпальногозВЕНА жЕлЕзНОдОРОжНОгО пуТи | 1977 |
|
SU840222A1 |
| Устройство для непрерывной замены рельсов и рельсовых скреплений железнодорожного пути | 1979 |
|
SU1056916A3 |
| ЛИНИЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ НА ДЕРЕВЯННЫХ ШПАЛАХ | 2007 |
|
RU2357036C1 |
| БЛОК ОДИНОЧНОЙ ЗАМЕНЫ ШПАЛ | 2018 |
|
RU2696542C1 |
| Машина для снятия подкладок железнодорожного пути | 1991 |
|
SU1834944A3 |
-udu
Риг л
