В основном авт. св. №64506 описано приспособление для непрерывного подведения обрабатываемых изделий к фрезам посредством подвижных по направляющим основной плиты приспособления съемных ползунов.
Перемещение ползунов осуществляется посредством находящегося в основной плите ходового винта, который зацепляется с открытыми полугайками, укрепленными в нижней части ползунов.
Так как размеры сменных ползунов ограничиваются шириной направляющих приспособления, то их можно использовать только для установки изделий определенного размера.
В предлагаемом приспособлении обеспечивается возможность использования различных ползунов, соответствующих различным размерам обрабатываемых изделий, для чего основная плита приспособления выполнена в виде поворотного вокруг горизонтальной оси трехгранного барабана, снабженного с трех сторон разными по размерам направляющими.
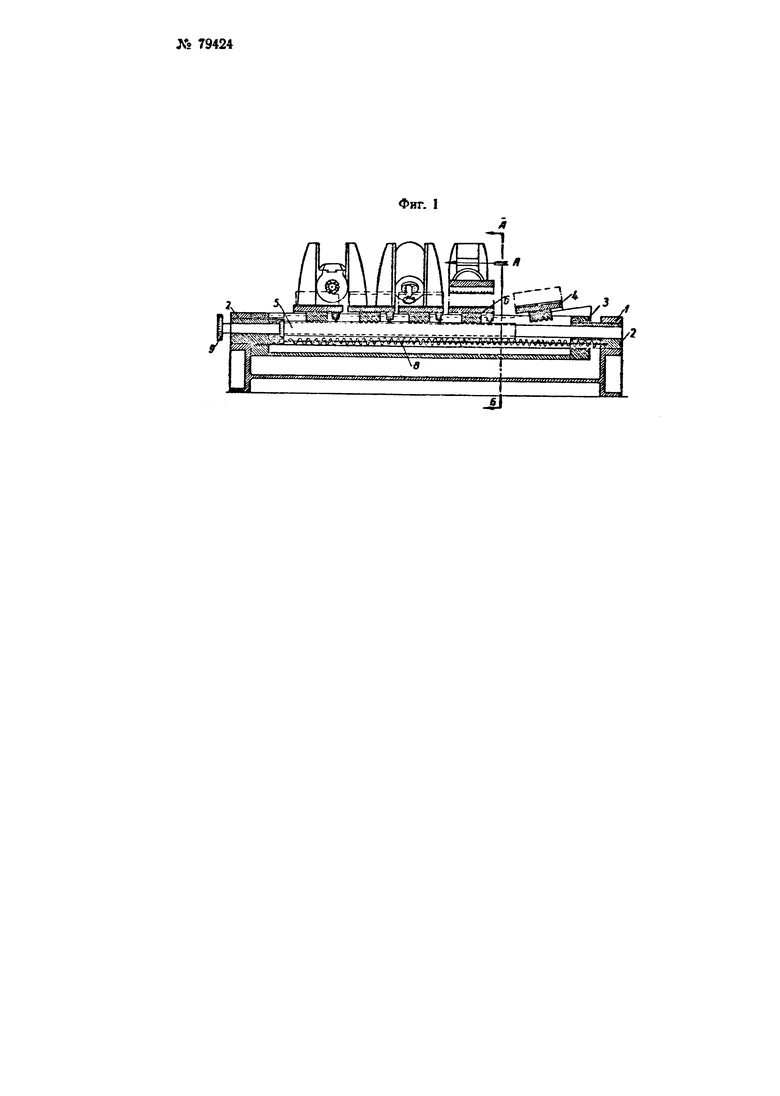
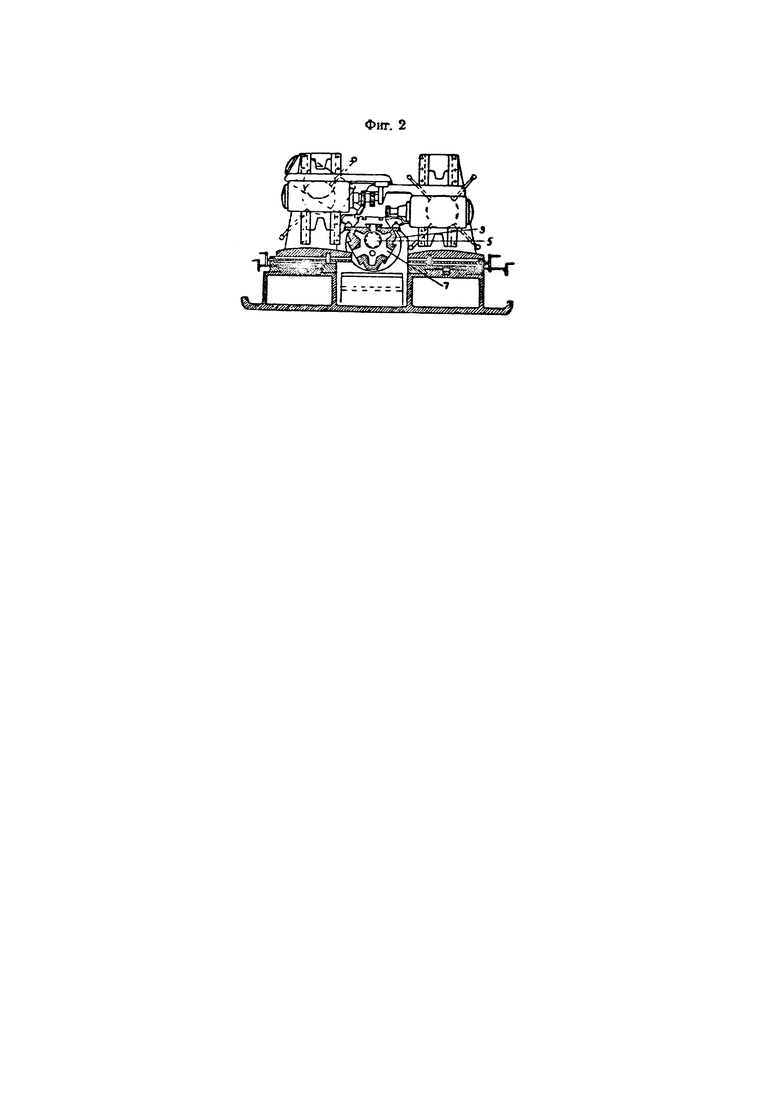
На фиг. 1 изображен продольный разрез приспособления, установленного на столе продольно-фрезерного станка; на фиг. 2 - разрез приспособления по А-Б.
В корпусе 1 на неподвижных цапфах 2 установлен поворотный трехгранный барабан 3. На каждой грани барабана имеются продольные направляющие различных размеров, по которым скользят съемные ползуны 4, предназначенные для закрепления изделий. В каждой из трех рабочих позиций поворотного барабана 3 используются различные по размерам ползуны, соответствующие обрабатываемым изделиям различного размера.
Для передвижения съемных ползунов по направляющим барабана в любой из трех его позиций имеется проходящий внутри барабана ходовой винт 5, укрепленный в неподвижных цапфах 2.
Съемные ползуны в их нижней части снабжены открытыми полугайками или гребенками 6, которые, проходя, через прорезь 7 в гранях барабана, сцепляются с ходовым винтом.
Для транспортировки стружки, попадающей внутрь барабана, имеется шнековый транспортер 8, кинематически связанный с ходовым винтом. Привод вращения ходового винта осуществляется от механизмов станка или от редуктора индивидуального электродвигателя через шестерню 9. Фиксирование барабана в установленном угловом положении осуществляется посредством его небольшого осевого перемещения, обеспечивающего замыкание фиксатора.
Работа приспособления осуществляется в следующем порядке: очередной ползун с укрепленным на нем изделием устанавливается вручную на направляющие барабана в его правой части, где для этого боковые выступы направляющих срезаны на длину ползуна, и, зацепившись с ходовым винтом, передвигается мимо фрезерных головок по направлению стрелки А. После окончания обработки изделия ползун снимается с направляющих в крайней левой части барабана. При изменении типа и размера изделий барабан поворачивается в соответствующую новую рабочую позицию, причем уже используются ползуны другого размера.
1. Форма выполнения приспособления к фрезерным станкам для непрерывного подведения к фрезам обрабатываемых изделий по авт. св. №64506, отличающаяся тем, что, с целью использования различных ползунов, соответствующих различным размерам обрабатываемых изделий, на одном приспособлении основная плита выполнена в виде поворотного вокруг горизонтальной оси трехгранного барабана 3, снабженного с трех сторон разными по размерам продольными направляющими.
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью использования одного ходового винта для приведения в движение ползунов 4, во всех трех позициях барабана подшипники ходового винта 5, расположенного внутри барабана параллельно оси последнего, помещены вне корпуса барабана.
