1
Изобретение относится к регулированию процессов при прокатке полосового металла преимущественно в холодном состоянии.
Известна система поиска зоны существования процесса прокатки полосового металла между приводными валками с рассогласованием окружных скоростей, равным вытяжке, и скоростью переднего конца полосы, равной окружной скорости ведущего валка. Указанная кинематика процесса достигается при определенных сочетаниях давления металла на валки и натяжениях концов полосы, что вытекает из энергетического баланса (закон сохранения энергии).
Теоретические зависимости для определения нужных значений давления и натяжений имеют ограниченную точность и позволяют установить лишь ориентировочные величины указанных параметров.
Целью изобретения является автоматический поиск зоны существования прокатки, поддержание процесса в этой зоне, повышение устойчивости процесса прокатки, повышение технико-экономических показателей процесса.
Указанная цель достигается тем, что в систему, содержащую устройство управления нажимными винтами, блоки зоны нечувствительности и измеритель скорости одного валка, дополнительно введены устройства управления натяжением полосы со стороны моталки и разматывателя, измеритель соотношения скоростей входящей в
5 клеть полосы и скорости ведомого валка, измеритель соотнощения скоростей выходящей из клети полосы и скорости ведущего валка, ограничительный блок. Система обеснечивает автоматический
0 поиск заданных энергосиловых параметров (давление и натяжение полосы) и поддерживает их в процессе прокатки, обеспечивая кинематику его протекания,соблюде 1В
ние условия постоянства вытяжки k
УОВ
ifl WIB и DOB - окружные скорости - -, где
.0
ведущего и ведомого валков, UQ и У - линейные скорости полосы до и после клети.
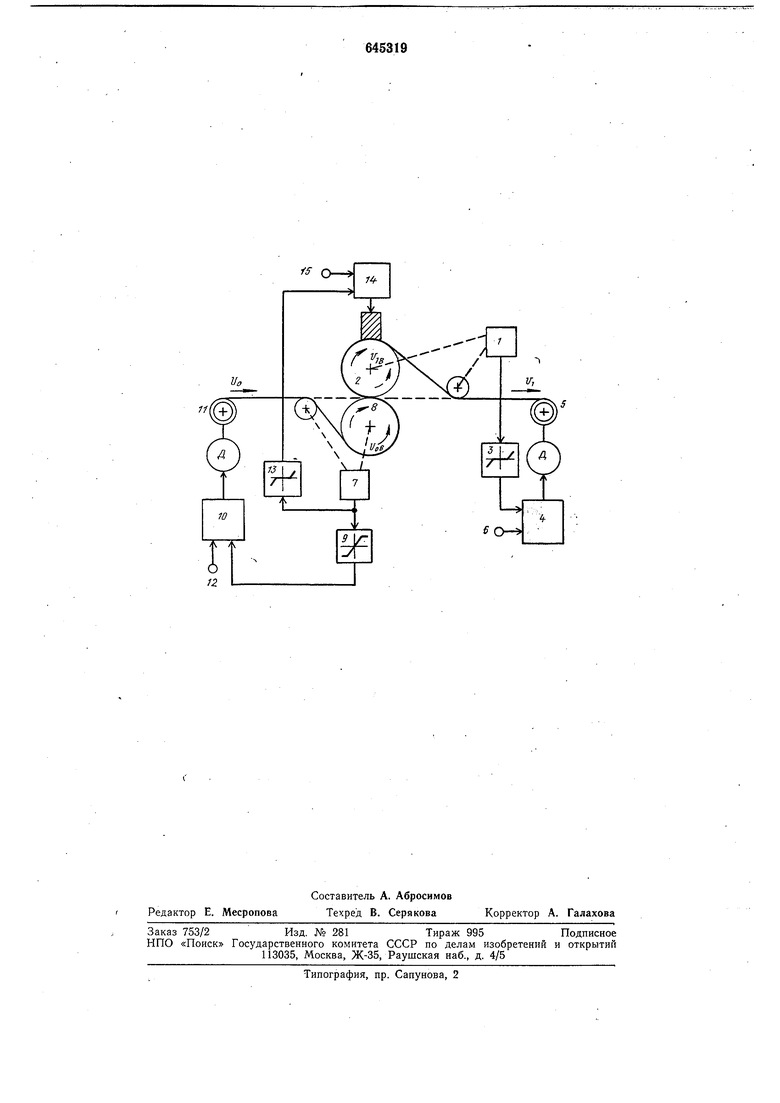
На чертеже изображена функциональная схема предложенной системы.
Система поиска зоны существования прокатки содержит измеритель 1 соотношения линейных скоростей полосы и ведущего валка 2, блок 3 зоны нечувствительности, систему 4 управления приводом моталки 5 с Задатчиком 6 натяжения, измеритель 7 соотношения линейных скоростей ведомого валка 8 и заднего конца полосы, ограничительный блок 9, систему 10 управления приводом разматывателя 11 с задатчиком 12 натяжения, блок 13 зоны нечувствительности, систему 14 уиравления нажимным устройством с задатчиком 15 давления.
Система работает следующим образом. При давлении металла на валки выше или ниже требуемого для существования ироцесса прокатки скорость полосы VQ становится меньщё или больше скорости UQB ведомого валка 8, появляется сигнал на выходе измерителя 7 соотнощения скоростей иолосы и ведомого валка 8. При соотношении скоростей меньше 1,5% сигнал -через ограничительный блок 9 поступает на .один из входов системы 10 управления привода разматывателя 11, тем самым обеспечивая тонкое регулирование процесса. На другой вход системы управления приводом моталки подается сигнал от задатчика натяжения. При соотношении скоростей больше 1,5% сигнал через блок 13 с зоной нечувствительности поступает на один из входов системы 14 управления нажимным устройством. На другой вход системы 14 управления нажимным устройством подается сигнал от задатчика 15 давления. Этим самым осуществляется грубое регулирование процесса. Таким образом обеспечивается тонкое и грубое регулирование величины давления металла на валки в зависимости от степени сбоя процесса до тех пор, пока скорость полосы VQ на входе в очаг деформации не станет равной скорости UQB ведомого валка.
При несоответствии переднего натяжения полосы, требуемого процессом на моталке 5, скорость полосы У на выходе из клети меньще или больше скорости yje ведущего валка 2, появляется сигнал на выходе измерителя 1 соотношения линеййых скоростей переднего конца полосы и ведущего валка 2, который через блок 3 зоны нечувствительности поступает на один из входов системы 4 управления приводом моталки 5, что приводит к увеличению или уменьщению натяжения до тех пор, пока скорости переднего конца полосы и скорости валка 2 не станут равными. На второй вход системы 4 управления приводом моталки 5 подается сигнал от задатчика б натяжения.
Система поиска зоны существования процесса позволяет ввести процесс в зону его существования, повысить устойчивость процесса, улучщить качество продукции, уменьщить отходы металал в брак, не допустить наваров металла на валки, исключить из схемы заправки охват валков полостей.
Формула изобретения
Система поиска зоны существования процесса прокатки, содержащая устройство управления нажимным устройством, блоки зоны нечувствительности и измеритель скорости одного валка, отличающаяся тем, что, с целью обеспечения автоматического поиска зоны с ществовання процесса, поддержания его в этой зоне, повышения устойчивости процесса прокатки, повышения качества продукции, уменьщения отходов металла в брак и прокатки без наваров металла на валки, она содержит устройства управления натяжением полосы со стороны моталки и разматывателя, измеритель соотношения скоростей входящей в клеть полосы и скорости ведомого валка, измеритель соотношения скоростей выходящей из клети полосы и скорости ведущего валка, ограничительный блок, причем первый выход измерителя соотношения скоростей полосы на входе в стан и ведомого валка через ограничительный блок соединен с одним из входов устройства управления натяжением полосы на разматывателе, другой вход этого устройства соединен с задатчиком натяжения, второй выход измерителя соотношения скоростей полосы на входе в стан и ведомого валка через блок с зоной нечувствительности соединен с одним из входов устройства управления нажимным устройством, другой вход этого устройства соединен с задатчиком давления, измеритель -соотнощеиия скоростей полосы на выходе- из стана и ведущего валка через блок с зоной нечувствительности соединен с одним из входов устройства .управления натяжением полосы на моталке, другой вход этого устройства соединен с задатчиком натяжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы на реверсивном стане холодной прокатки-волочения без охвата валков полосой | 1976 |
|
SU692649A1 |
| Устройство для стабилизации процесса прокатки-волочения с охватом валков полосой | 1989 |
|
SU1713703A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1005969A1 |
| Устройство автоматического поддержания процесса прокатка-волочение в области его существования | 1979 |
|
SU899177A1 |
| Устройство автоматического поиска и поддержания процесса прокатки полосы в области прокатка-волочение | 1979 |
|
SU961809A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1980 |
|
SU942841A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки-волочения без охвата валков полосой | 1982 |
|
SU1101309A1 |
| Устройство управления скоростью непрерывного стана | 1982 |
|
SU1053919A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |