вым и вторым входами пятого элемента сравнения, второй вход первого элемента сравнения соединен с выходом измерителя вытяжки полосы, выходы первдго и второго элементов сравнения соединены соответственно с третьим входом, регулятора скорости верхнего рабочего валка и входом корректора скорости ведомого валка, выход пятого элемента сравнения соединен с входом корректора скорости ведущего валка, выход корректора скорости ведущего валка соединен с четвертым входом регулятора скорости ведущего валка, а выход корректора скорости, ведомого валка соединен с вторым входом регулятора скорости ведомого валка. -.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство формирования управляющего воздействия на скорость валков стана прокатки-волочения | 1977 |
|
SU648300A1 |
| Система для автоматической стабилизации технологических параметров при холодной прокатке на реверсивных станах | 1978 |
|
SU858967A1 |
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| Система поиска зоны существования процесса прокатки | 1976 |
|
SU645319A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Устройство автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA РЕВЕРСиВНОМСТАНЕ пРОКАТКи-ВОлОчЕНия | 1979 |
|
SU827203A1 |
| УСТРОЙСТВО КОРРЕКЦИИ для СИСТЕМЫ АВТОМАТИЧЕСКОГО | 1972 |
|
SU328961A1 |
| Устройство для регулирования натяжения полосы | 1973 |
|
SU472708A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки-волочения без охвата валков полосой | 1982 |
|
SU1101309A1 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ при прокатке, содержащее приводные электродвигатели, регуляторы скорости приводных электродвигателей, задатчик эталонного напряжения измеритель скорости входящей в клеть полосы, измеритель скорости выходящей из клег ти полосы, измеритель толщины входящей в клеть полосы, блок регулируемого запаздывания, задатчик вытяжки, измеритель вытяжки Идва элемента сравнения, причем выход задатчика вытяжки соединен с первым входом первого элемента сравнения, первые выходы измерителя скорости входящей в клеть полосы и измерителя скорости выходящей из клети полосы соединены соответственно с первым и вторым входами измерителя вытяжки полосы, первые входы регуляторов скорости .соединены с первым выходом блвка задания скорости рабочих валков,:, от ли ч а ю щ е ее я тем, что, с целью улучшения качества полосы и возможности регулирования толщины полосы одной клетью четырехвалкового непрерывного стана, оно дополнительно содержит измеритель скорости ведомого-валка, измеритель скорости ведущего валка, корректор скорости ведомого валка, корректор скорости ведущего валка, систему регулирования положения нажимных устройств, третий, четвертый и пятый элементы сравнения и масштабный преобразователь, причем выход измерителя отклонения толщины полосы от заданной соединен с первым входом блока регулируемого запаздывания, выход которого соединен с первым входом мае- , штабного преобразователя, вторые входа блока регулируемого запаздывания и масштабного преобразователя соединены с вторым выходом задатчика эталонного напряжения, выход масштабного преобразователя соединен с вто- , рым входом регулятора скорости верх- i него (ведущего) валка и является сл входом схемы коррекции скорости последующей клети (если для регулирова ния используетсяне последняя клеть), второй выход измерителя скорости входящей в клеть полосы соединен с первым входом третьего элемента сравнения, второй вход которого соединен с выходом измерителя скорости.нижнес го валка, а выход - с системой рео гулирования положения нажимных устройств, первый вход четвертого элеО1 мента сравнения соединен с выходом QD СП) измерителя скорости верхнего валка, второй вход четвертого элемента сравнения соединен с вторым выходом. СО измерителя скорости выходящей из кле ти полосы, а выход четвертого элемента сравнения соединен со схемой регулирования переднего натяжения полосы, выход измерителя скорости выходящей из клети полосы и выход измерителя скорости нижнего валка соединены соответственно с первым и вторым входами второго элемента сравнения, третий выход измерителя скорости входящей в ..клеть полосы и выход измерителя скорости верхнего .валка соединены соответственно с пер
f
Изобретение относится к автоматизации прокатного производства и может быть использовано для регулирования толщины полосы на станах с индивидуальным приводом валков.
Известно устройство регулирования толщины полосы на прока тных станах за счет изменения межклетевых натяжений, натяжений моталки и разматываТеля, а также воздействием на нажимные устройства кле.ти Lll
Недостатком такого устройства является то, что регулирование ведется всеми прокатными клетями, начиная со значительно отличающейся от нуля скорости, что уменьшает выход годного материала и определяет большую аппаратурную сложность устройства.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройст-г во, содержащее измеритель скорости полосы на входе в клеть, измеритель скорости полосы на выходе из клети, измерители скорости приводных электродвигателей, регуляторы и корректоры скорости приводных электродвигателей, а также блоки сравнения и корректоры скорости f21.
Однако устройство может быть использовано только для перевода клети в :режим прокатки-волочения без регулирования толщины полосы.
Целью изобретения является увеличение выхода годной продукции при увеличении ее качества и значительном аппаратном упрощении устройства за счет регулирования толщины полосы одной клетью непрерывного прокатного стана при стабилизации величины деформации в остальных клетях
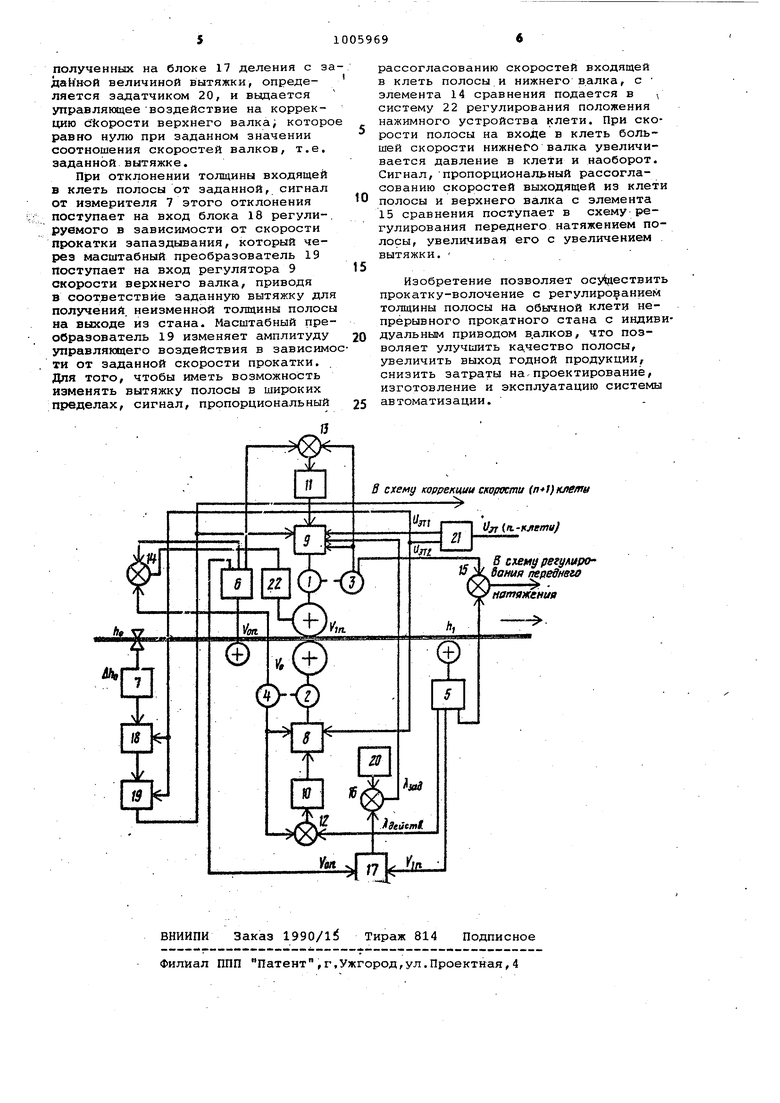
Указанная цель достигается тем, что устройство автоматического регулирования толщины полосы при прокатке , содержащее приводные электродвигатели, регуляторы скорости при-, водных электродвигателей, задатчик эталонного напряжения, измеритель скорости входящей в клеть полосы, измеритель скорости выходящей из клети полосы, измеритель толщины входящей в клеть полосы, блок регулируемого запаздывания, задатчик вытяжки, измеритель вытяжки и два элемента сравнения, причем выход задатчика вытяжки соединен с первым входом первого элемента сравнения, первые выходы измерителя скорости входящей в клеть полосы и измерителя скорости выходящей из клети полосы соединены соответственно с первым и вторым входами измерителя вытяжки полосы, первые входы регупяторов скорости соединены с первым выходом блока задания скорости рабочих валков, дополнительно содержит измеритель скорости ведомого в.алка, измеритель скорости ведущего валка, корректор скорости ведомого валка, корректор скорости ведущего валка,, систему регулирования положения нажимных устройств, третий, четвертый и пятый элементы сравнения и масштабный преобразователь, причем выход измерителя отклонения толщины полосы от заданной соединен с первым входом блока регулируемого запаздывания, выход которого соединен с первым входом масштабного преобразователя, вторые входы блока регулируемого запаздывания и масштабного преобразователя соединены с вторым выходом задатчика эталонного напряжения, выход масштабного преобразователя соединен с вторым входом регулятора скорости верхнего (ведущего) валка и является входом схемы коррекции скорости последующей клети (если для регулирования используется не последняя клеть), второй выход измерителя скорости входящей в клеть полосы соединен с первым входом третьего элемента сравнения, второй вход KOTOj oro соединен с выходом измерителя скорости нижнего валка, а выход - с системой регулирования положеуия нажимных устойств, первый вход четвертого элеента сравнения соединен с выходом измерителя скорости верхнего валка, торой вход четвертого элемента срав нения соединен с вторым выходом измеителя скорости выходящей из клети , олосы, а выход четвертого элемента сравнения соединен со схемой регулирования переднего натяжения полосы, третий выход измерителя скорости выходящей из клети полосы и выход изме рителя скорости нижнего валка соединены соответственно с первым и вторым входами второго элемента сравнения, третий выход измерителя скорости входящей в клеть полосы и выход измерителя скорости верхнего валка соединены соответственно с первым и вторым входами .пятого элемента сравнения, второй вход первого элёме та сравнения соединен с выходом изме рителя вытяжки полосы, выходы первого и второго элементов сравнения соединены соответственно с третьим входом регулятора скорости верхнего рабочего валка и входом корректора скорости ведомого валка, выход пято го элемента сравнения соединен с вх дом корректора скорости ведущего ва ка, выход корректора скорости ведущ го валка соединен с четвертым входо регулятора скорости ведущего валка, а выход корректора скорости ведомог валка соединен с вторым входом регу лятора скорости ведомого валка. При прокатке-волочении (ПВ) отношение толщины Ьд входящей в клеть полосы к толщине -h на выходе из кл ти равно коэффициенту вытяжки X и отношению скорости более быстрого (ведущего), валка V( к скорости ведо мого валка Vg 1 В. ho Для обеспечения процесса ПВ при прокатке без охвата валков полосой и изменении вытяжки корректируются величины натяжений идавление. Устройство дополнительно снабжено измерителем отклонения толщины входящей в клеть полосы от заданной, блоком регулируемого запаздывания, масштабным преобразователем и тремя элементами сравнения. На чертеже представлена структур ная схема устройства. Устройство содержит приводные электродвигатели 1 и 2, измерители и 4 скорости валков, измеритель 5 скорости входящей в клеть полосы, измеритель 6 скорости выходящей из клети полосы, измеритель 7 огклонения толщины входящей в клеть полосы от заданной, регулятор 8 скорости электродвигателя нижнего валка, регулятор 9 скорости электродвигате ля верхнего валка, корректор 10 еко ,рости электродвигателя нижнего валка, корректор 11 скорости электродвигателя верхнего валка, элементы 12-16 сравнения, блок 17 деления блок 18 регулируемого запаздывания, масштабный преобразователь 19, задатчик 20 вытяжки, систему 21 задания скорости электродвигателей клети, систему 22 регулирования положения нажимных устройств. Устройство работает следующим образом. Скорость верхнего и нижнего валков регулируется и поддерживается в соответствии с заданным эталонньм напряжением Uy-r и 0, , поступающим на регуляторы 8 и 9 скорости электродвигателей валков 6т системы 21 задания скорости электродвигателей. Первоначально во время захвата полосы и создания необходимых натяжений устанавливаются равные скорости валков, т.е. ), 1. Прокатная клеть может работать в следующих режимах: с постоянной, заданной вытяжкой без ее коррекции в функции толщины полосы на ее входе, и с постоянной заданной вытяжкой и ее коррекцией в зависимости от толщины полосы на ее входе. При величине вытяжки Л- 1 с ее коррекцией в зависимости от толщиНы полосы на входе во всех случаях режим ПВ поддерживается за счет равенства скоростей входящей в клеть полосы и ведомого валка и выходящей из клети полосы и ведущего валка. При помощи измерителей 5 и 6 скорости полосы фиксируется ее отклонение от скорости соответствукядих валков. Корректор 11 скорости дает задание регулятору 9 скорости на отработку до нуля разницы скоростей валка (измеренной измерителем 3), скорости валка и полосы на выходе из клети, полученной на элементе IJ сравнения, т.е. окружная скорость валка равна скорости полосы на выходе из клети. Точно также корректор 10 скорости дает задание регулятору 8 скорости на отработку до нуля разницы скоростей между измерителем 6 скорости полосы и измерителем 4 скорости валков, полученной на элементе 12 сравнения. В результате получается режим ПВ без рассогласования скоростей валков Х. 1, т.е. с одним валком (нижнем) синхронизируется скорость входящей в клеть полосы, а с верхним валком - скорость выходящей, из клети полосы. Для задания вытяжки от системы 21 задания скорости электродвигателей «лети поступает увеличенный сигнал Uy|- на соответствукядее изменение скорости электродвигателя верхнего валка. Заданная вытяжка поддерживается следующим образом; измеряются скорости входящей в клеть полосы измерителем 6 и выходящей из клети полосы измерителем 5, результаты из-мерения сравниваются на элементе 16 сравнения, отношение этих скоростей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Клешко О.Б.Автоматическое регулирование толщины полосы при прокатке | |||
| М., Металлургия, 1966 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
