ватывбоошнм основной пуансон н являющимсй дополнительным периферийным пуансоном, причем подпоршневые полост указанных отсеков соединены межцу собой каналами.
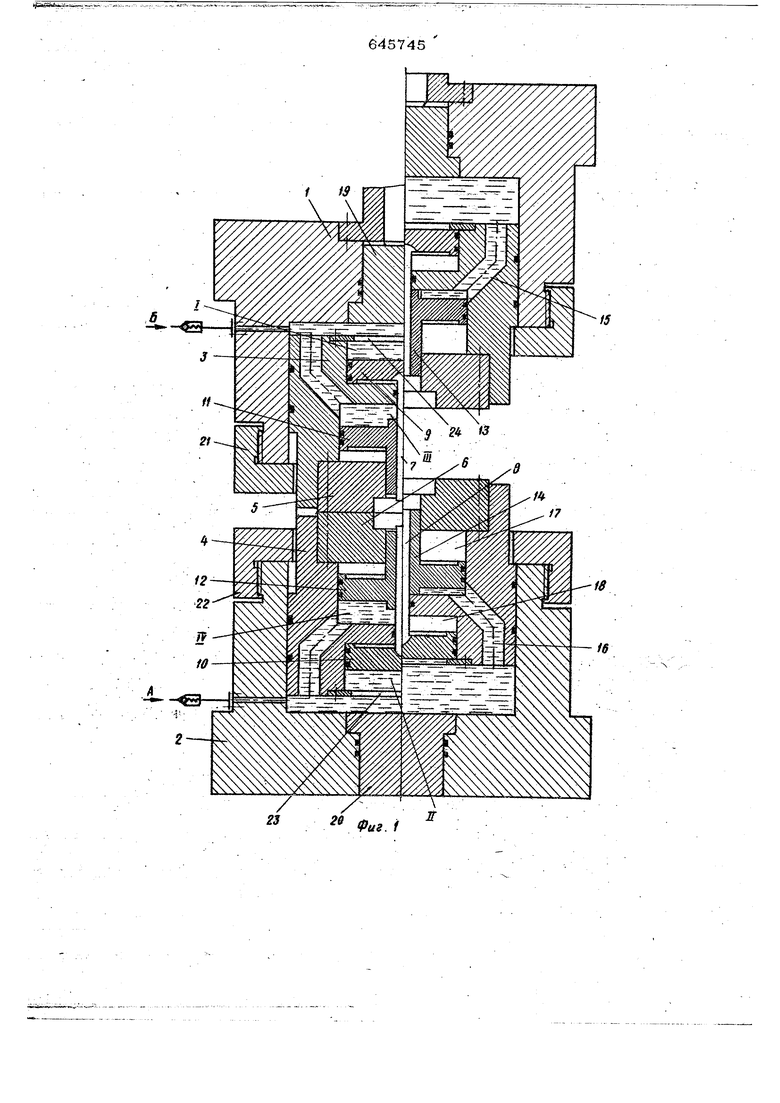
На фиг. 1 представлен штамп, общий вид (слева от оси симметрии штамп сомкнут, справа - раскрыт); на фиг. 2 показана нижн5Ш половина штампа в момент выталкиванад на полости полу Mainрицы отштампованного изделия.
Штамп содержит верхний 1 и нижний 2 гидравлические цилиндры. В них устаяовпень полые плунжеры 3 и 4 с закреп певными на них соответственно верхней и важней полу матрицам и 5 и 6. Каждый плунжер разделен горизонтальной перегородкой с отверстием под основной Пуансон ,7 8 на два отсека, причем в дальних от полуматриц отсеках 1 и
П размещены основные поршни 9 и iO, штоки которых являются основными пуансонами 7 и 8, а в ближних к Tioi yматрицам отсеках Ш и IV установлены допопнитедьные 11 и 12 с полыми штоками 13 и 14 охватывающими основные пуансоны 7 и 8. Полые штоки 13 и 14 являются дополнительными периферийными пуансонами. Подпоршневы полости отсеков 1 и Ш соединены между собой и подппунжерной полостью цилиндра I каналами 15, а подпоршневые полости отсеков Г1 и IV соединены меАду собой и подплунжерной полостью ципнндра 2 каналами 16. Подпоршневые и подапунжерные попости, т.е. весь сво- бодньтй объем под поршнями 9-12, заполнен жидкостыо, например машинным маслом:. По трубопроводам через обратные клапаны в направлении стрелок А и В в тидравпическ1 е цилиндры 1 н 2 подается маспо под давлением, например, 2-3 кгс/см от масляного насоса небольшой пройзводитепьности с аепно воспЬпяенйя возможных утечек. Полости 17 и 18 над поршнями 12 и 1О и ананогнчшле полости над поршнями 11 и 9 соединены с ресивером сжатого 1303духа давлением, пвпркмер, 56 «PC/CM с Целыо возвраи рния этих
поршней в исходное положение прн раз- NAJsaHBH пояуматрнп или посл выталкв&аввя из полуматриц отштакшованного иаделйя,
В донвой .частя каждого гидравли-. чвсЕОГО вилиндра 1 и 2 расположены плунжеры-выталкиватели 19 и 2О. Гайки 21 в 22, а также фланцы 23 и 24
645745
служат ограничителями хода попых жеров 3 и 4, а также основных порш- чей 9 и 10.
Штамп работает следующим образом. В рабочую полость нижней полу матрицы закладывается заготовка, после чего включается пресс, и ползун пресса с закрепленными Ни нем верхним гидравлическим цилиндром 1 движется вниз. Ftoлые плунжеры 3 и 4 через полуматриць1 5 и 6 смыкаются, замыкая заготовку. При взаимодействии полые плунжеры 3 и 4 давят на жидкость, находящуюся в их подплунжерных полостях. Жид-. кость, в свою очередь, передает давление всем поршням 9-12, причем к дополнительным поршням 11 и 12 жидкост поступает по каналам 15 и 16, выполненным в стенках полых плунжеров 3 н 4. Суммарная площадь сечения этих каналов для каждого полого плунжера 3 или 4 должна составлять примерно 0,2 рабочей площади соответствующего плунжера. Площади поршней 9-12 и рабочие площади пуансонов 7,8,13,14 можно подобрать, например, таким образом, чтобы деформация заготовки осуществлялась поочередным действием движущихся навстречу Друг другу двух пар пуансонов. Например, сначала синхронно движутся основные (внутренние) пуансоны 7 и 8, производя п|ре4варйтельную деформацию заготовки. Как только они доходят до упоров, также синхронно движутся дополнительные периферийные (наружные) пуансоны 13 и 14, производя окончательное формоизменение заготовки. Площади пуансонов к поршней можно подобрать и так, чтобы формоизменение заготовки осуществлялось, например, следующей последовательюностью движения iqraHcoHoa: сначала движется .пуансон 7, после него - пуансон 8, затем пуансх н 13, Окончательное формоизменение производит пуансон 14. Пуансон 14 должен одновременно быть выталкивателем. Последовательность движения пуансонов должна подбираться индивидуально в каждом конкретном случае с учетом конфигурации to требуемой точности издепня, мощности пресса ит,д.
При ходе полвуна пресса вверх поднимается верхний гидравлический цилиндр 1. Полые плунжеры 3 и 4 вместе с попуматрйнами 5 и 6 остаются coMKi TbiMH до тех пор, пока в резул тате действия сжатого воздуха на поршни 9-12 полые плунжеры 3 и 4 не пе- реместятся до упора в гайки 21 и 22. После этого верхний гидравлический цилиндр 1 тянет полый плунжер 3 за собой, и попу матрицы 5 и 6 размыкают ся. Давление жидкости в подпоршневых я подплунжерных полостях обоих, гидрав- яических цилиндров к этому времени падает, и поршни 9-12 под действием сжа того воздуха, а полые плунжеры 3 и 4 иод действием давления жидкости занимают свое исходное попоженне. При подходе ползуна пресса к верхней мерт вой точке срабатывают выталкиватели пресса, действующие соответственно на плунжеры 19 и 20 в направлении стрел ки В.Плунжеры входят в подппунжерные полости гидравлических цилиндров 1 и 2, вытесняя жидкость, которая действует на поршни 9-12, перемещая их. При помощи этих поршней и дуансонов 13 и 14 происходит выталкивание детали. По окончании выталкивания плунжеры возвращаются в исходное положение вместе с поршнями Q-i2 под действием давления сжатого воздуха. Благодаря формоизменению заготовки в данном штампе последовательно двумя парами движущихся навстречу друг другу соосных пуансонов гравюра матрицы iipH меньших удельных давлениях на рабочих поверхностях пуансонов заполняется лучшее, чем в известном штампе при условии равенства рабочих площадей пуансонов в этих штампах. Из этого следует, что для штампой ки изделий с использованием штампа в соответствии с даннык изобретением тре буется менее мощный пресс, чем это было бы необходимо в случае штамповки тех же изделий в известных штампах. За счет разделения полого плунжера горизонтальными перегородаами на отсеки и установки в этих отсеках поршней, связанных с соответствующими пуансо нами можно приблизительно в 1,5 раза уменьшить диаметр основного поршня сохранив его минимальную площадь--« 45б тем самым уменьшить габариты всего штампа. Штамп прост в изготовлении и обслуживании, надежен в работе, а качество отштампованных в нем изде- ЛИЙ и стойкость инструмента (пуансонов и полуматриц) выше, чем в известных штампах. рмула изобретения Штамп для объемной штамповки изделий, содержащий верхнюю и нижнюю полу матрицы, а также установленный в нижней части штампа гидравлический цилиндр, с полым плунжером, жестко связанным с нижней полу матрицей, внутри которого размещен основной поршень приче м щток последнего является нижним основным пуансоном, отличающ и и с я тем, что, с целью повышения качества изделий, снижения усилия mTavfП06КЙ7 fee л чёниястойкости рабочего инструмеШаТ он Снабжен расположенным в его верхней части подвижным в вертикальном направлении гидравличеоким цилиндром с полым плунжером, жес-гко связанным с верхней полуматрицей, внутри которого также размещен основной поршень, причем щток последнего является верхним основным пуансоном, при эт1ом полый плунжер каждого гидра&-; лического цилиндра разделен горизонтальной перегородкой на два отсека, основной поршень размешен в дальнем от полуматриц отсеке, - а в другом установлен Дополнительный поршень с полым щтоком, охватывающим основной пуансон и являющимся дополнительным периферийным пуансоном, причем подпоршневые полости указанных отсеков соединены между собой каналами. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 201898, кл. В 21 J 13/02, 1966, 2.Авторское свидетельство СССР № 387775, кл. В 21 I 13/02, 1971.
Фиг.1


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
| Штамп для штамповки изделий | 1977 |
|
SU623629A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |
| Пресс-форма для штамповки изделий из пористых заготовок | 1984 |
|
SU1194577A1 |
| Штамп для закрытой штамповки | 1978 |
|
SU727306A1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| Штамп для штамповки выдавливанием | 1985 |
|
SU1230735A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |