(54).СПОСОБ ЗЛЕКТРОДУГОВОЙ НАПЛАВКИ
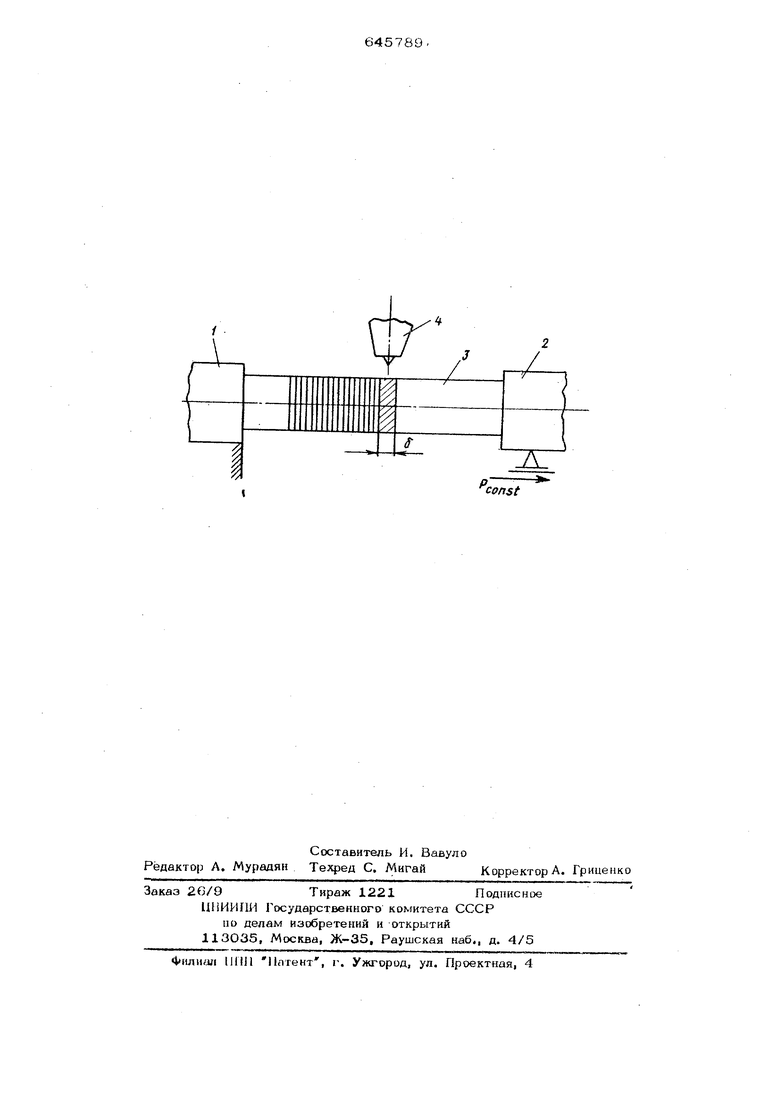
ки, определяемой предварительно путеы Шгшолнеиня на образце трубы шскольких кольцевыхваликов без приложения усилия. Осуществляют дополнительный подогрев, например, газовым пламенем всего поперечного сечения трубы в зоне наплавки до температур, обеспечивающих возникновение пластических деформаций в указанном сечении тоубы, которые определяют по перек;.щеиию торда трубы, фиксируемому индикатором. Затем йозбуждают дугу, включают перемешецие и Ьсуществляют наплавку, В процессе наплавки на трубу 3 поддерживают постоянное осевое усилие растяжения, прилагаемое к патрону 2, и одновременно дополнительно подогревают все. пойеречное сечение трубы в зоне наплавки, например, дополнительным источником, перемещаемым перед горелкой 4.
Дополнительный подогрев всего поперечного сечения трубы в зоне наплавки до возникновения пластических деформаций в указанном сечении трубы обеспечивает снижение прочностных свойств металла в этой зоне, а именно - предела текучести. При этом чем выше температура дополнительного подогрева, тем меньшее осевое усилие растяже 1ия необходимо приложить.
Способ осуществляют следующим образом.
Наплавляют облицовочный слой из нихрома на трубы из хром о никеле вой стли марки 12Х18Н10Т.
Наплавку выполняют по винтовой линии вольфрамовым электродом с подачей присадочной проволоки из нихрома на постоянном токе прямой полярности в среде аргона на установке для автомата ческой сварки.
Трубу диаметром 27 мм с толщиной стенки 3 мм длиной 5ОО мм закреш1яют в двух трехкулачковых патронах. На отрезок Трубы наплавляют пять кольцевых валиков без приложения усилия и определяют скорость усадки, которая составляет 0,76 мм/мин. Эта скорость определяет и скорость перемещения одного из патронов, обеспечивая приложение к трубе в процессе нагшавки нос оянного осевого усилия растяжения. Перед нагшавкой газовым пламенем подогрев ют все поперечное сечение в зоне на
плавки до 600 , при этой температуре предел текучести стали 12X18 Н10Т составляет 15 кг/мм. Затем возбуждают дугу, включают перемещение горелки и осуществляют наплавку по режиму: сварочный ток 60 А, напряжение на дуге 8,5 В, скорость продольного перемещения горелки 1,0 м/ч, скорость подачи присадочной проволоки диаметром 0,6 мм 47,0 м/ч, расход аргона 810 л/мин. В процессе наплавки осушествляют постоянное перемещение патрона со скоростью .0,76 мм/мин к одновременно дополнительно подогревают все поперечное сечение трубы в зоне нагшавки газовый пламенем до 600 ,
Благодаря совместному действию приложенного к трубе постоянного осевого усилия растяжения и дополнительного подогрева всего поперечного сечения трубы в зоне, наплавки До возникновения пластических деформаций в нем удается . получить после наплавки трубы без угловых деформаций, на облицованных трубах отсутствуют трещины, поры, несплавления.
Изобретение упрощает технологию изготовления, например, двухслойных труб, П1х;кольку процесс прост и не требует специального оборудования, а качество получаемых труб высокое, при этом трубы сохра11яют свои первоначальные размеры и не имеют угловой деформации.
Формула изобретения
Способ электродуговой наплавки изделия с приложением к нему постоянного осевого усилия растяжения, отличающийся тем, что, с целью улучшения качестванаплавки путем снижения угловых деформаций при наплавке труб по винтовой линии, одЕШвременно с приложением усилия осуществляют дополнительный подогрев всего поперечного сечения трубы в зоне наплавки, обеспечивая возникновение пластических деформаций в указанном сечении трубы.
Источники информации, принятые во внимание гфи экспертизе
1. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектированир и изготовле.чие сварных конструкций. М., 1971, с. 171,
/
ГГХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296657C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ | 2001 |
|
RU2193954C2 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2338635C2 |