, Изобретение относится к оборудованию для механической обработки пластмассовых деталей и может быть использовано при удалении облоя.
Известен штамп для обрезки облоя по наружному контуру пластмассовых деталей, включающий закрепленный на подпружиненном основании пуансон и матрицу, смонтированные с возможностью относительного перемещения (1.
Однако известный штамп для обрезки облоя требует большого усилия проталкивания деталей что в ряде случаев приводит к их заклиниванию и поломке. Кроме того, в штампе приходится вручную удалять обработанные детали после их выталкивания из матрицы.
Цель изобретения - уменьшение усилия проталкивания деталей через матрицу и исключение их поломки.
Это достигается тем, что штамп снабжен закрепленным на основании вибратором.
Для автоматизации процесса вь грузки обработанных деталей он снабжен шарнирно смонтированным на основании поворотным лотком, имеюш.им тягу, связанную с матрицей.
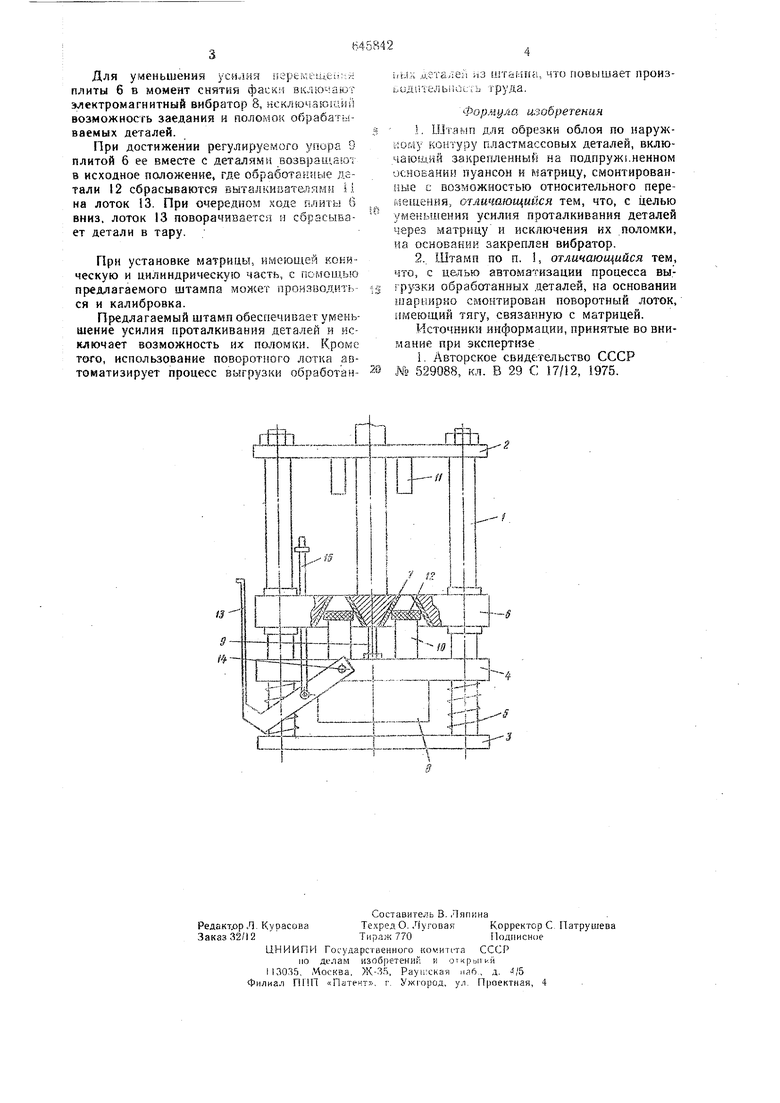
На чертеже изображен предлагаемый штамп.
Штамп содержит направляющие колонки 1, соединенные между собой планками 2 I 3. На колонках t установлены основание 4, опирающееся на пружины 5 и подвижная плита 6, на которой размешается матрица 7, снабженная зубчатой насечкой, причем вершины зубьев расположены в плоскостях, составляюш.их с вертикальной осью расширяющийся книзу угол. На основании 4 установлен электромагнитный вибратор 8, регулируемый упор 9 и пуансон 10. На верхней планке 2 установлены выталкиватели 11, сбрасывающие обработанные детали 12 на j лоток 13, шарнирно смонтированный на основании 4 с возможностью поворота вокруг оси 14 под действием тяги 15, связанной с плитой 6.
Штамп работает следующим образом.
Прн верхнем положении плиты 6 отпрес0совку, состоящую из нескольких деталей 12, подлежащих обработке, укладывают на пуансоны 10. При перемещении плиты 6 вниз детали попадают в соответствующие отверстия матри 1ы 7, где и происходит зачистка облоя и снятие фаски.
Для уменьшения уснлия 1ереке;деи;й пяиты 6 в момент снятия фаски включают электромагнитный вибратор 8, исключающий возможность заедания и поломок обрабатываемых деталей.
При достижении регулируемого упора 9 плитой 6 ее вместе с деталями возвращают в исходное положение, где обработанные детали 12 сбрасываются выталкивзт&пямн И на лоток 13. При очередном .ходе илить б вниз, лоток 13 поворачивается и сбрасывает детали в тару.
При установке матриць.. имеющей коническую и цилиндрическую часть, с помошд ю предлагаемого штампа может производить ся и калибровка.
Предлагаемый штамп обеспечивает уг еньшение усилия проталкивания деталей и исключает возможность их поломки. Кроме того, использование поворотного лотка автоматизирует процесс выгрузки обработанtjbix дгталег из штамг(а, что повышает произьидптелы ос;ь труда.
Формула изобретения
1.Штамп для обрезки облоя по наружному контуру пластмассовых деталей, включающий закрепленный на подпружиненном иснов.ании пуансон и матрицу, смонтированные с возможностью относительного перемещения, отличающийся тем, что, с целью уменьшения усилия проталкивания деталей через матрицу и исключения их поломки, на основании закреплен вибратор.
2.Штамп по п. 1, отличающийся тем, что, с целью автоматизации процесса выгрузки обработанных деталей, на основании luapniipHo смонтирован поворотный лоток, имеющий тягу, связанную с матрицей.
Источники информации, принятые во внирлание при экспертизе
1. Авторское свидетельство СССР NS 529088, кл. В 29 С 17/12, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и удаления деталей | 1982 |
|
SU1015995A1 |
| Автоматическая линия для получения поковок | 1988 |
|
SU1611539A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| Устройство для вырубки и сборкидЕТАлЕй | 1979 |
|
SU837485A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Штамп для обрези облоя | 1977 |
|
SU733831A1 |
| Устройство для обрезки по контуру головок деталей стержневого типа | 1976 |
|
SU648321A1 |
| Установка для обрезки облоя | 1991 |
|
SU1780945A1 |
.dii....J
