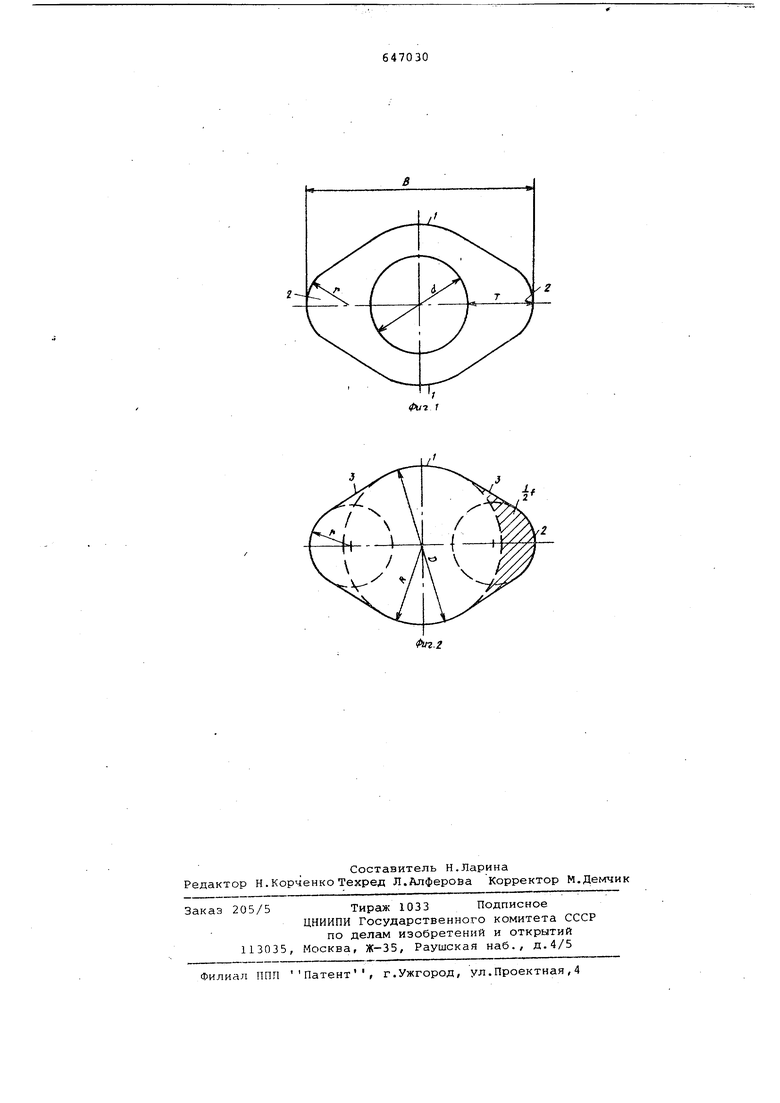
Изобретение относится к обработк металлов давлением, в частности к заготовкам, используемым для прокат ки труб с продольными наружными ребрами (типа плавниковых труб). Технологические процессы получения плавниковых труб в основном раз личаются формой поперечного сечения исходной заготовки. Известна заготовка для получения труб с наружными ребрами, имеющая в поперечном сечении цилиндрическую поверхность и утолщение стенки как изнутри, так и снаружи заготовки. При этом профиль утолцений имеет форму ребра готовой трубы ij . Одна ко при изготовлении такой заготовки например прессованием,происходит интенсивный , износ инструмента у оснований и вершин ребер, что приводи к значительному изменению размеров и форм заготовки относительно расчетной. Кроме того, на участках профиля заготовки с малыми радиусами при прессовании значительно чаще наносятся продольные глубокие ки, которые не всегда устраняются прокаткой. Для улучшения качества заготовки применяют частую смену инструмента, что приводит к снижени производительности оборудования. При прокатке плавниковых труб из такой заготовки на вершинах ребер готовой трубы формируются складки. Наиболее близким техническим решением к описываемому изобретению является заготовка, имеющая цилиндрическое отверстие и цилиндрическую поверхность с наружными продольными диаметрально расположенными утолщениями, профиль каждого из которых очерчен центральной дугой меньшего радиуса, чем радиус наружной поверхности, и участками сопряжения в виде выпуклых кривых 2j . Недостатки указанной заготовки заключаются в сложности контроля наружного профиля из-за отсутствия у заготовки четко обозначенных элементов , а также в возможности появления трещин-в плоскости ребер и искажения вершины ребер у готовой трубы из-за неравномерности деформаций заготовки, возникающих при прокатке плавниковых труб. Целью изобретения является повышение точности геометрии ребер готовой трубы. Для достижения этой цели в заготовке для прокатки труб с двумя наружными симметричными ребрами, имеющей цилиндрическую поверхность с наружными продольными, диаметрально расположенными утолщениями,, профиль каждого из которых очерчен центральной дугой меньшегорадиуса,Чем радиус.наружной поверхности,и участками сопряжения, радиус центральной дуги профил утолщений составляет 50-80% радиуса цилиндрической наружной поверхности, участки их сопряжения выполнены по прямой и наибольшая ширина поперечного сечения заготовки определена зависимостью 2 (1,04-0,04-If j где dicl-Ti диаметры отверстия загото ки и готовой трубы; R, - наружные радиусы, заготовки и готовой трубы; - максимальная толщина стен ки трубы. На фиг.1 показано поперечное сече ние предлагаемой заготовки;на фиг.2 построение наружных утолщений у заготовки. Заготовка для прокатки труб с наружными ребрами имеет цилиндрическую поверхность 1 с наружными продольными диаметрально, расположенными утолщениями 2 и участками сопряжения 3 и внутреннее цилиндрическое отверстие диаметром S , Наружная цилиндрическая поверхнос.ть заготовки в поперечном сечении очерчена дугой радиусаТ из центра заготовки,а профиль каждог ее утолщения очерчен центральной дугой меньшего радиуса Г , т.е. из цен тра утолщения, расположенного на оси симметрии заготовки и на одинаковом расстоянии от ее центра. Радиус т/ центральной дуги профиля утолщений составляет 50-80% радиуса R цилиндри ческой наружной поверхности и участки их сопряжения выполнены по прямой Центральный радиус утолщений устанавливают в зависимости от .половины площади i , расположенной вне наружной окружности цилиндрической поверхности заготовки, диаметра заготовки, ширины заготовки Ъ и макси мальной толщины стенки заготовки Т.. Наибольшая ширина поперечного сечения заготовки, т.е. по местам утол щений, определяется зависимостью S 2 1,04-0,гдed,dY - диаметры отверстия заготов ки и готовой трубы; Т - наружный радиус заготовки R.- наружный радиус готовой трубы; - максимальная толщина стен ки готовой трубы. При этом максимальная толщина стенки заготовки Т (1,04-0, где /и ц. - частная вытяжка по цилиндрической части трубы. Площадь i определяется из выраженияf (В-1)К(иц11, где К - коэффициент 1,2-1,6; h-ji- средняя толщина ребра готовой трубы. Заготовку указанной формы деформируют на трубопрокатном стане в готовую трубу с двумя симметричными наружными ребрами. В предложенной форме профиля заготовки все его.элементы геометрически независимы между собой, что позволяет использовать наиболее приемлемые соотношения размеров для прокатки труб более высокого качества, без трещин и с правильной геометрией ребра. Кроме того, появляется возможность эффективного контроля заготовки обычным измерительным инструментом, что приводит к повышению как качества поверхности, так и точности размеров труб и самой заготовки . Формула изобретения Заготовка для прокатки труб с двумя наружными симметричными ребрами, имеющая цилиндрическую поверхность С наружными продольныг/1и диаметрально расположенными утолщениями, профиль каждого из которых очерчен центральной дугой меньшего радиуса, чем радиус наружной поверхности, и участками сопряжения, отличающаяс я тем, что, с целью повышения точности геометрии ребер готовой трубы, радиус центральной дуги профиля утолщений составляет 50-80% радиуса цилиндрической наружной поверхности, участки их сопряжения выполнены по прямой и наибольшая ширина поперечного сечения заготовки определена зависимостью / 2(i,04-0,, где cJ,dtp - диаметры отверстия заготовки и готовой трубы; T,R-p- наружные радиусы заготовки и готовой трубы; Тгр - максимальная толщина стенки трубы. Источники информации, принятые вф внимание при экспертизе 1.Авторское свидетельство № 495863, кл. В 21 С 7/22,1974. 2.Авторское свидетельство № 432957, кл. В 21 В 17/00,1972.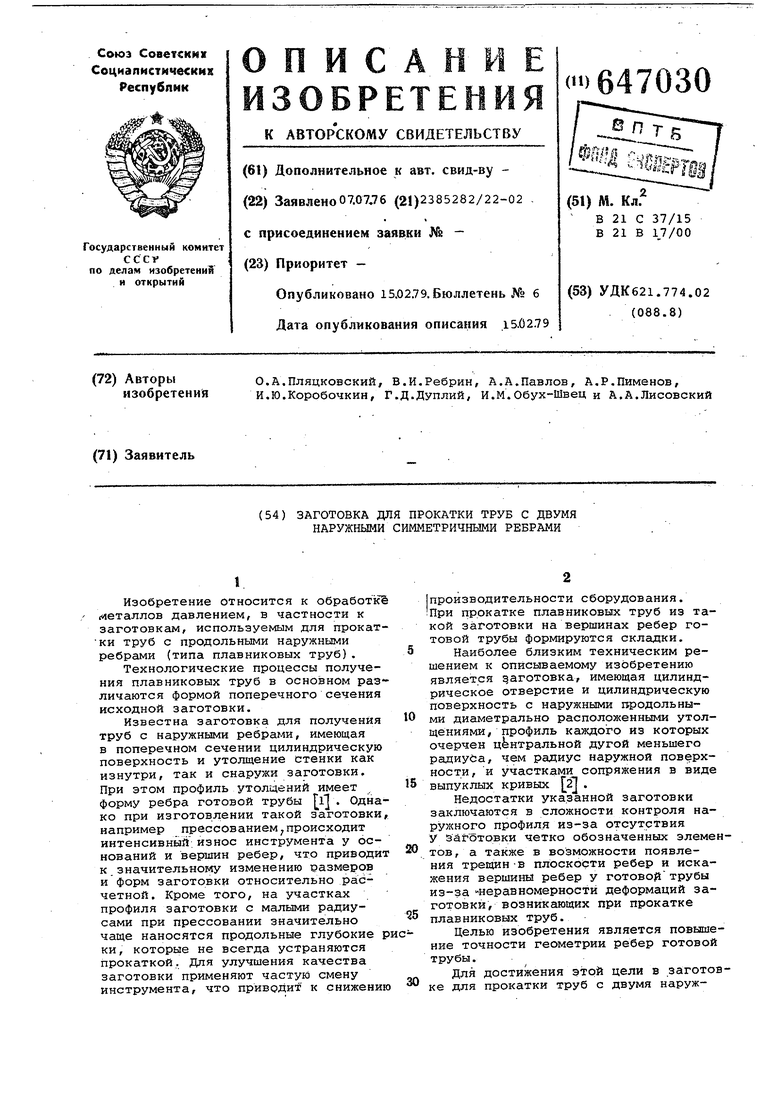
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| Способ холодной прокатки плавниковых труб | 1989 |
|
SU1632530A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
| УГЛОВОЙ ГОРЯЧЕКАТАНЫЙ ПРОФИЛЬ | 1992 |
|
RU2067035C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Калибр для пилигримовой прокатки труб | 1982 |
|
SU1061865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |