1
Изобретение относится к металлургии и может быть использовано в трубном производстве для изготовления труб тииа илавниковых на станах холодной прокатки труб и касается, в частности, ручья валка для прокатки ребристых труб.
Известен ручей для пилигримовой прокатки двухреберных труб, имеющий длину по окружности валка, составленную из зон редуцирования, обжатия, калибровки и переменный профиль поперечного сечения, образованный центральной дугой, сопряженной наклонными прямолинейными участками с концевыми прямолинейными участками для формирования ребер 1.
Валки с таким профилем используются для прокатки ребристых труб из заготовки с наружными утолщениями стенки. В процессе прокатки круглой заготовки на таком ручье ввиду наличия наклонных прямолинейных линий сопряжения, которые не будут соприкасаться с нарул ной поверхностью заготовки и не окажут препятствия для затекания металла в выпуски, а следовательно, не предотвратят овализации внутреннего отверстия заготовки и образования утяжки на внутренней поверхности труб.
Наиболее близким техиическим решением к изобретению является ручей валка для
пилигримовой прокатки труб, имеющий профиль поперечного сечения в виде центральной дуги и сопряженных с нею радиусом наклонных к основанию линий для
формирования ребер на трубе и длину по окружности валка, составленную из зон редуцирования и обжатия уменьшающегося поперечного сечения и зоны калибровки постоянного поперечного сечения 2.
Недостаток этого ручья заключается в том, что при прокатке круглых труб ввиду отсутствия ее поворота и обжатий в плоскости ребер происходит искажение формы внутреннего отверстия, приводящее к образованию утяжек (складок) под ребрами. Интенсивное затекание металла в выпуски в начале зоны приводит к неблагоприятному распределению деформаций и появлению пиковых нагрузок в начале рабочего хода.
Целью изобретения является предотвращение утяжек металла под ребрами труб. Для достижения этой цели в ручье валка для холодной прокатки двухреберных труб,
имеющим профиль поперечного сечения в виде центральной дуги и сопряженных с нею наклонных к основанию линий для формирования ребер на трубе и длину по окружности валка, составленную из зон редуцирования и обжатия уменьшающегося
поперечного сечения и зону калибровки постоянного поперечного сечения, согласно изобретению, наклонные к основанию линии очерчены выпуклыми дугами, центры которых расположены на оси центральной дуги и их радиусы имеют величину, возрастаюш,ую от зоны редуцирования до зоны калибровки, а величину угла наклона, уменьшающуюся на этой длине.
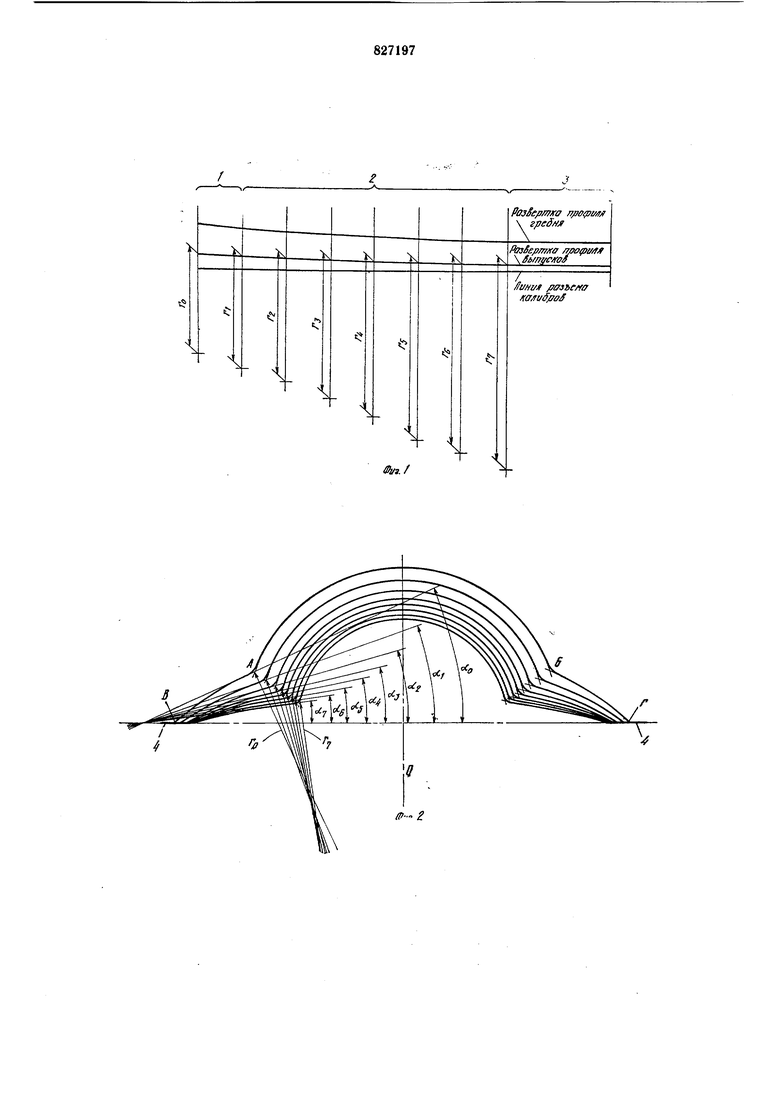
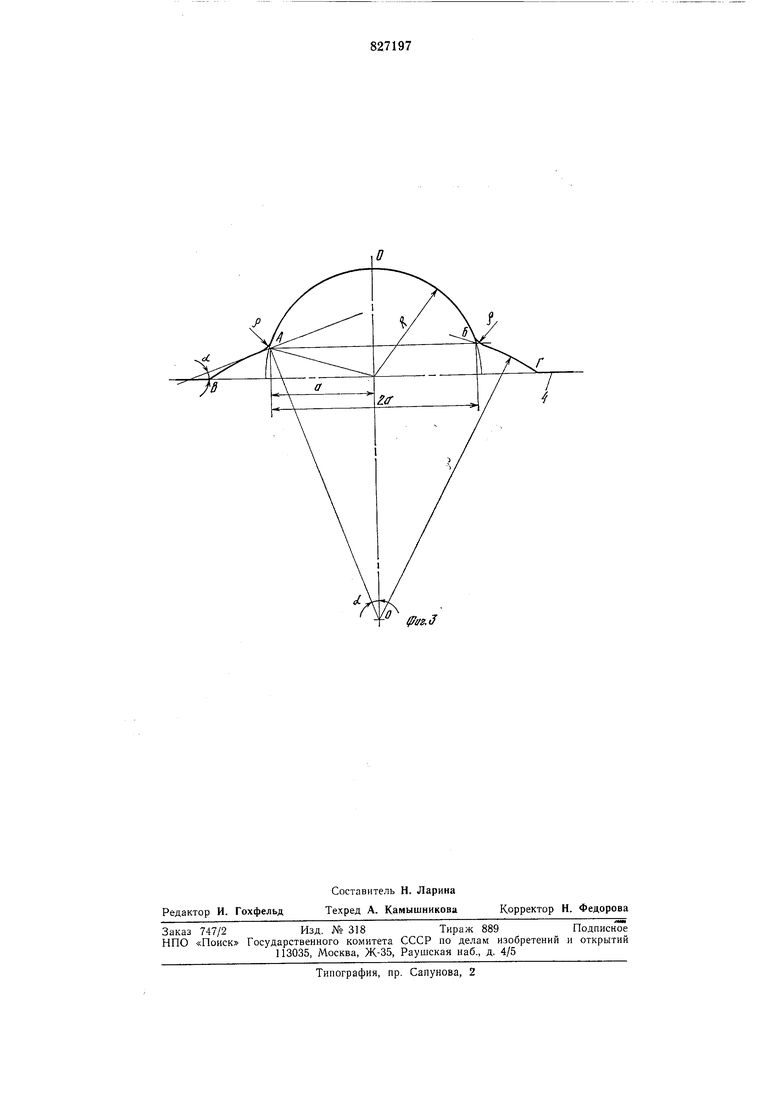
На фиг. 1 представлен предлагаемый ручей, развертка; на фиг. 2 - ручей в редуцирующей и обжимной зонах, поперечные сечения; на фиг. 3 - построение профиля поперечного сечения.
Ручей валка расположен по окружности бочки валка и имеет профиль поперечного сечения и длину, составленную из зон редуцирования 1 и обжатия 2 уменьшающегося поперечного сечения и калибровки 3 постоянного поперечного сечения.
Профиль поперечного сечения образован из центральной дуги АБ, очерченной радиусом R и сопряженных с нею наклонных к основанию 4 ручья линий АВ и БГ для формирования ребер.
Наклонные к основанию линии АВ и БГ очерчены выпуклыми дугами, представляющими собой выпуски в виде отрезков кривых второго порядка, в качестве которых могут быть эллипс, парабола, гипербола, и др.
Центры выпуклых дуг расположены на оси О-О центральной дуги и их радиусы Го-Г7 имеют величину, возрастающую от зоны редуцирования до зоны калибровки, а величину угла ао-а наклона линии, формирующей ребра на этой длине, уменьшающуюся. В зоне калибровки углы наклона и радиусы дуг постоянны по величине. Углы наклона ао-а выпуклых дуг образованы между горизонталью и касательной, проведенной к дуге АВ или БГ, в точке пересечения ее с продолжением центральной дуги. Углы наклона в зависимости от конкретного марщрута могут изменяться в пределах 5-МО° и .
Радиусы выпуклых дуг определя ются со1
а
где адлины
отношением
sin а
хорды, соединяющей точки пересечения продолжений выпуклых дуг с продолжениер центральной дуги; а - угол наклона к горизонтали касательной. Сопряжение центральной дуги с выпуклыми дугами выпусков сопряжены радиусом р.
При прокатке в таком ручье круглой заготовки в процессе ее обжатия участком ручья, образованном центральной дугой, будет происходить затекание металла в выпуски. Однако вследствие выпуклости дуг, формирующих ребра, на трубе ручей будет обеспечивать необходимый боковой подпор, сдерживать овализацию внутреннего канала труб и предотвращать утяжку металла под ребрами.
Деформацию осуществляют на оправке. Сдерживание заполнения выпусков металлом в начале обжимной зоны позволит более рационально распределить деформацию металла в выпусках по длиие зоны деформации.
Предложенный ручей позволяет благодаря рациональному распределению металла снизить пиковые нагрузки в начале рабочего хода клети и создать условия для повышения производительности, устранить утяжки металла под ребрами, тем самым повысить точность ручья и качества его поверхности.
Формула изобретения
Ручей валка для холодной прокатки двухреберных труб, имеющий профиль поперечного сечения в виде центральной дуги и сопряженных с нею наклонных к основанию линий для формирования ребер на
трубе и длину по окружности валка, составленную из зон редуцирования и обжатия уменьшающегося поперечного сечения и зоны калибровки постоянного поперечного сечения, отличающийся тем, что, с целью предотвращения утяжек металла под ребрами, наклонные к основанию линии очерчены выпуклыми дугами, центры которых расположены на оси центральной дуги и их радиусы имеют величину, возрастающую от зоны редуцирования до зоны калибровки, а величину угла наклона, уменьшающуюся на этой длине.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 670350, кл. В 21Б 21/02, 1976.
2. Машины и агрегаты для производства труб «Труды ВНИИМЕТМАШ № 37, М., 1974, с. 83-94.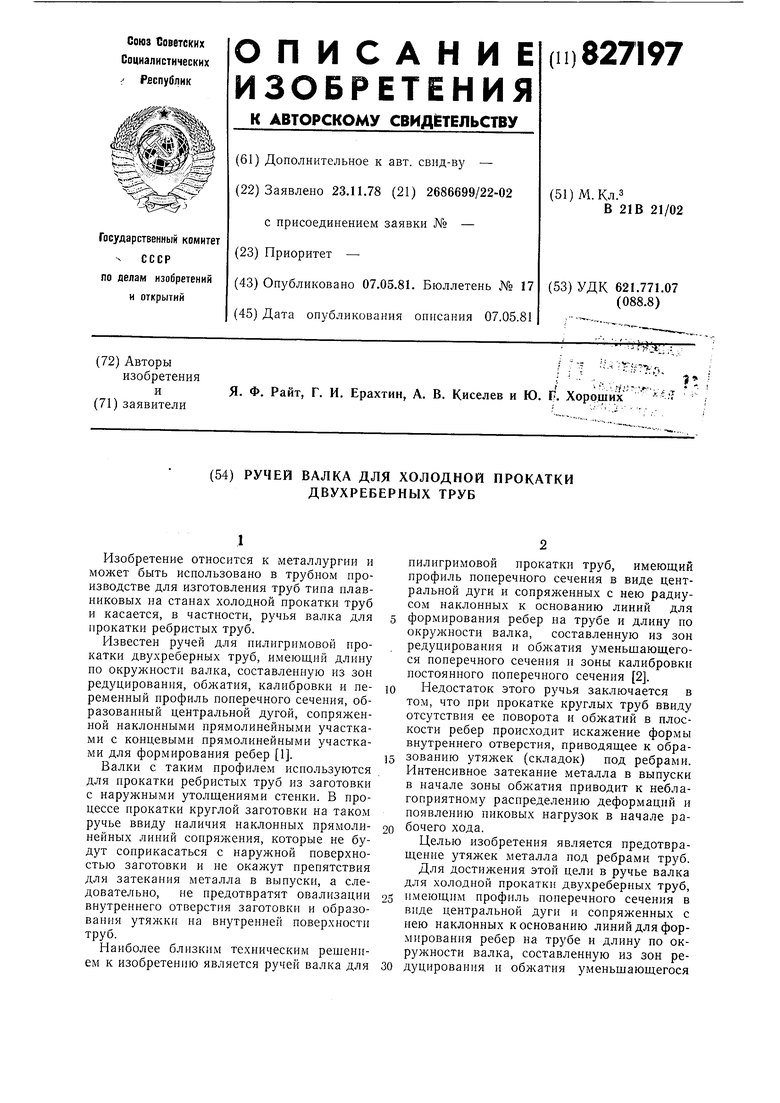
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2008108C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |