(54) ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ПОЛЫХ ДЕТАЛЯХ
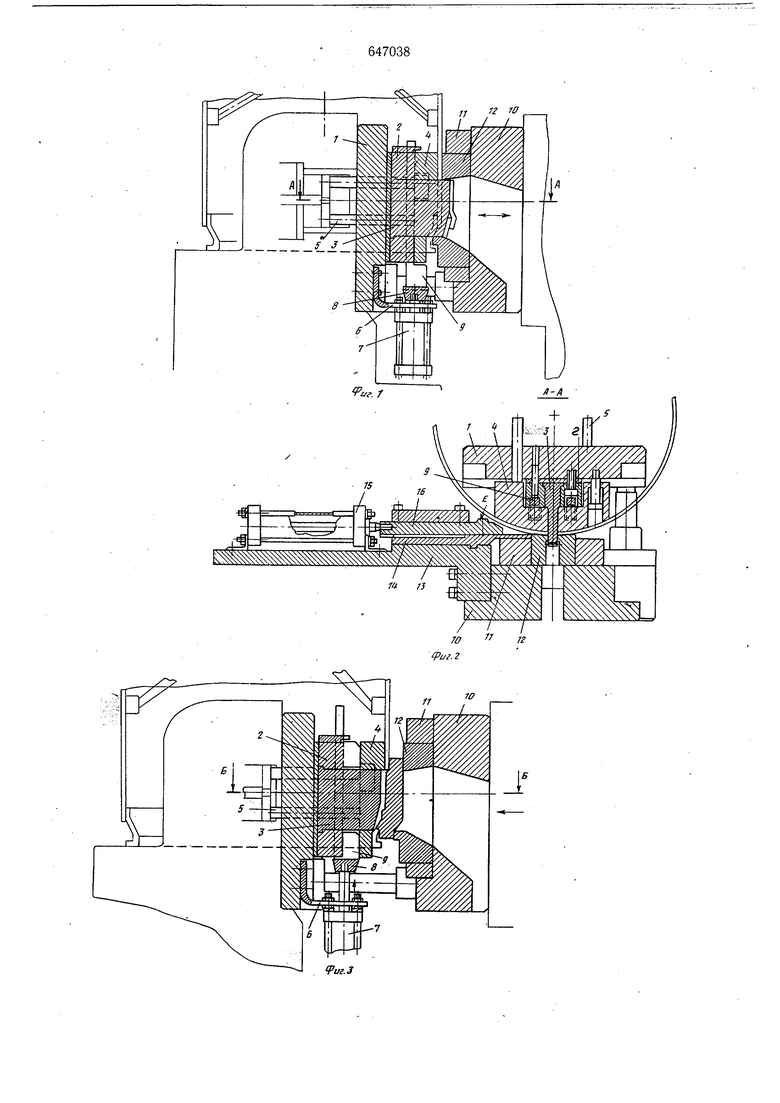
Подвижная часть штампа содержит плиту 10, на которой смонтирована обойма 11 с матрицей 12,зеркало которой выполнено но форме наружной поверхности обода колеса. Плита 10 связана с ползуном гидравлического горизонтального пресса. К плите 10 прикреплен кронштейн 13 (фиг. 2), на котором в направляюших 14, с возможностью возвратно-поступательного перемеш,ения от пневмоцилиндра 15, смонтирован пуансон 16. Пуансон 16 расположен перпендикулярно пробивному nyaticoKy 3. У пуансона 16 рабочий выступ Е для притупления кромок выполнен по профилю пробиваемого ниппельного паза. Штамп работает следующим образом..
В исходном положении (фиг. 1) плита 10, под действием гидроцилиндра пресса отведена вправо, съемник 4, под действием пневмоцилиндра головки пресса, с помошью толкателей 5, выставлен на одном уровне с режуш,ими кромками пуансона.3 (фиг. 2), пуансон 16 пневмоцилиндром 15 отведен вле-. во.
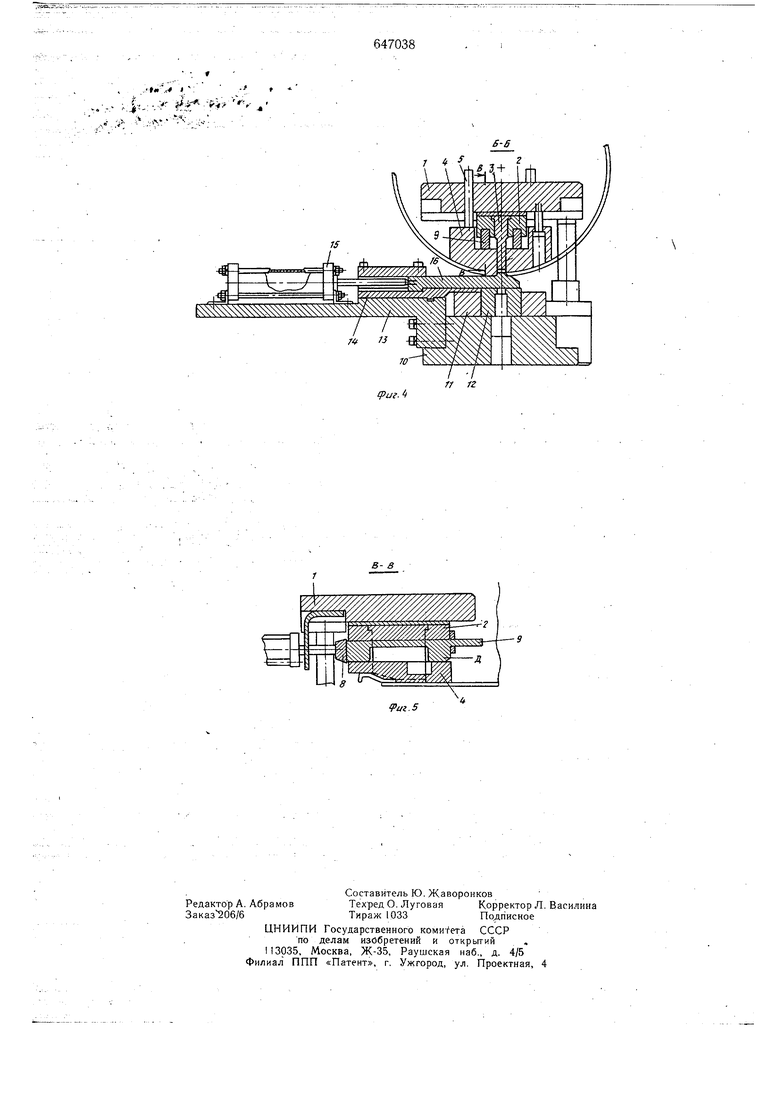
После установки обрабатываемой детали и фиксации ее, например, механической рукой, под действием ползуна пресса, плита 10 с матрицей 1,2, перемещаются влево (фиг. 1,2) - в сторону колеса и пуансона 3, отжимая съемник 4 влево. При этом матрица 12 находит на неподвижный пробивной пуансон 3, тем самым осуществляя пробивку ниппельного паза. Затем подвижная часть штампа под действием гидроцилиндра пресса опять уходит в исходное (правое) положение. Срабатывает пневмоцилиндр 15 и перемещает пуансон 16 по направляющим 14 и далее по матрице 12 вперед дотех пор, пока выступ Е пуансона 16 не оказывается против пробитого ниппельного паза. Съемник 4, под действием пневмоцилиндра головки, воздействующего на толкатели 5, перемещается вправо и снимает обрабатываемое колесо с пробивного пуансона 3 и вместе с колесом остается в этом положении. Срабатывает пневмоциЛиндр 7 и вводит распорные планки 9 (фиг. 3, 5) в образовавшееся пространство между пуансонодержателем и съемником. Выступы Д распорных планок выходят из выемок, выполненных в съемнике, тем самым запирая съемник и создавая жесткую систему съемник - пуа.нсоноДержатель. Ход съемника рассчитан так, что пробивной пуансон частично утаплива. ется в нем.
При втором ходе ползуна пресса плита 10 перемещает пуансон 16, и конусная часть
выступа Е пуансона 16 входит в пробитый паз обода, а выполненная по радиусу нижняя часть выступа (у основания) заминает края паза. Таким об разом, при замипании ,фаски матрица выполняет функции подкладки под пуансон, а съемник служит матрицей.
Затем ползун пресса отводит плиту 10 вправо, пн-евмоцилиндр 15 возвращает пуансон 16 в исходное положение, пневмоцилиндр 7 выводит распорные планки 9 в исходное положение, при котором выступы Д входят в выемки съемника 4. Съемник 4 освобождается от распорных усилий. Обрабатываемое колесо удаляется механической рукой.
Использование совмещенного штам-па заявляемой конструкции позволит устранить поломку инструмента, ликвидировать брак и обеспечить производительное и качественное получениггна одном ниппельного паза с притупленными краями.
Формула изобретения
1.Штамп для пробивки отверстий в полых деталях, содержащий закрепленный при помощи пуансонодержателя на неподвижной плите штампа пробивной пуансон, съемник и установленную на подвижной плите штампа связанную с приводом пробивную матрицу, отличающийся тем, что, с целью обеспечения возможности обработки пробивных .отверстий, штамп снабжен пуансоном для обработки кромок отверстий, установленным на подвижной плите штампа с возможностью возвратно-поступатель.ного перемещения от привода в плоскости расположения зеркала матрицы.
2.Штамп по п. 1, отличающийся т:. что он снабжен механизмом фиксации съёмника относительно пуансонодержателя, выполненным в виде установленных между съемником и пуансонодержателем с возможностью возвратно-поступательного движения от индивидуального привода распорных планок с выступами, а в съемнике выполнены пазы, взаимодействующие при пробивке отверстий с выступами планок.
Источники информации, принятые во внимание при экспертизе
. Нефедов А. П. Конструирование и изготовление штампов , «Машиностроение, М., 1973, с. 220-222, рис. 166.
Vui.3
,., I ; .|-:.:-.- J л
... : .Л-- 5:..;:,,:,. ;
Б-6
rh
ipui. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп для пробивки отверстий в дне полого изделия | 1973 |
|
SU447197A1 |
| Устройство к ползунному прессу для пробивки пустотелого профиля | 1979 |
|
SU863087A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп для пробивки | 1986 |
|
SU1357105A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
Pui..5
