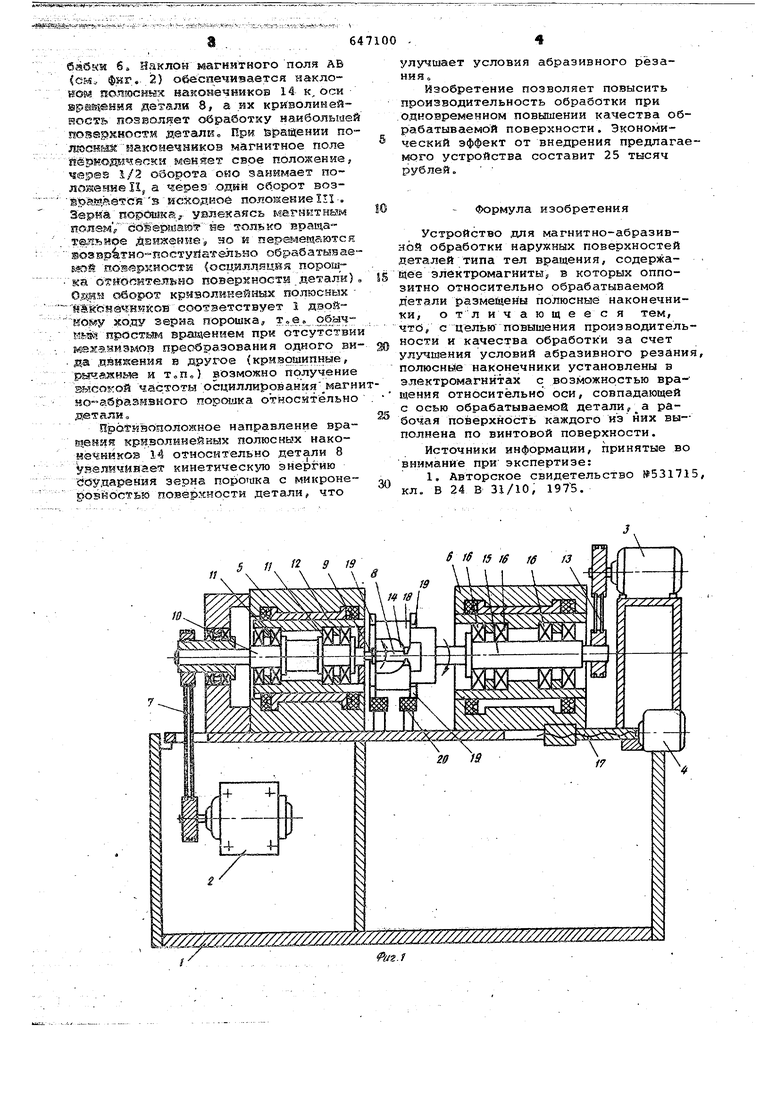
а бабкй 6. Наклон магнитногополя АВ си„ фкг.. 2) обаспечи-вается каклоi ©s « яолЁОСй Н5С на онечников 14- к, оси ®р№1©Нйя детали 8, а их криволинейнос ь позволяет обработку наибольмей noss KKOCTH детали При вращении полюснйй йаконечакков магнитное поле Йё нода-5Чвскн меняет свое положение, через 1/2 оборота оно занимает полог1енйе II, а через .один оборот возвращает Си в йскояноб положение III , Зерна порошка ; увлекаясь магнитным полету cblspiiiaioT йе -только вращательное йэнйсенне но и nepsi easaioTCH ®озвр4тно™посту ателъно обрабатываеЕШй поверхности (осцилляция пороаг ка о шопн-гельно поверхности детали) Одан оборот крнзолинейнызс полюсных йЖйЬна гнкков соответствует 1 двойKoseiy ходу зерна порошка, т,е, обачг-зьай простым вращением при отсутствии маханиэмов преобразования одного ви. да движения в другое (криэдшипные, рычажные и т,п«) возможно получение В йсокой частоты рсциллиррвания магн но-абраамвкого пороглка относительно детали, Противоположное направление вра©.екия криволинейных полюсных накойе«нйков 14 относительно детали 8 увеличивает кинетическую энергию соударения зерна с микронеЬовкостьгб поверхности детали, что ШШ
647100 // . 3 . улучшает условия абразивного рёзаИзобретение позволяет повысить производительность обработки при одновременном повышении качества обрабатываемой поверхности. Эзсономический эффект от внедрения предлагаемого устройства составит 25 тысяч рублей. Формула изобретения Устройство для магнитно-абразивной обработки наружных поверхностей деталей типа тел вращения, содержащее электромагниты, в которых оппозитно относительно обрабатываемой детали размещены полюсные наконечники, о тл ич ающеес я тем, что, с целью повышения производительности и качества обработки за счет улучшения условий абразивного резания, полюсные наконечники установлены в электромагнитах с возможностью вращения относительно оси, совпадающей с осью обрабатываемой детали,а рабочая поверхность каждого изних выполнена по винтовой поверхности. Источники информации, принятые во внимание при экспертизе: 1, Авторское свидетельство №531715, кл, В 24 В 31/10, 19Т5.
по/южениеЖ палокзнае
(после 0,5 oSoifo/na} (flffMs 1,0 )
Х
О
Oi а-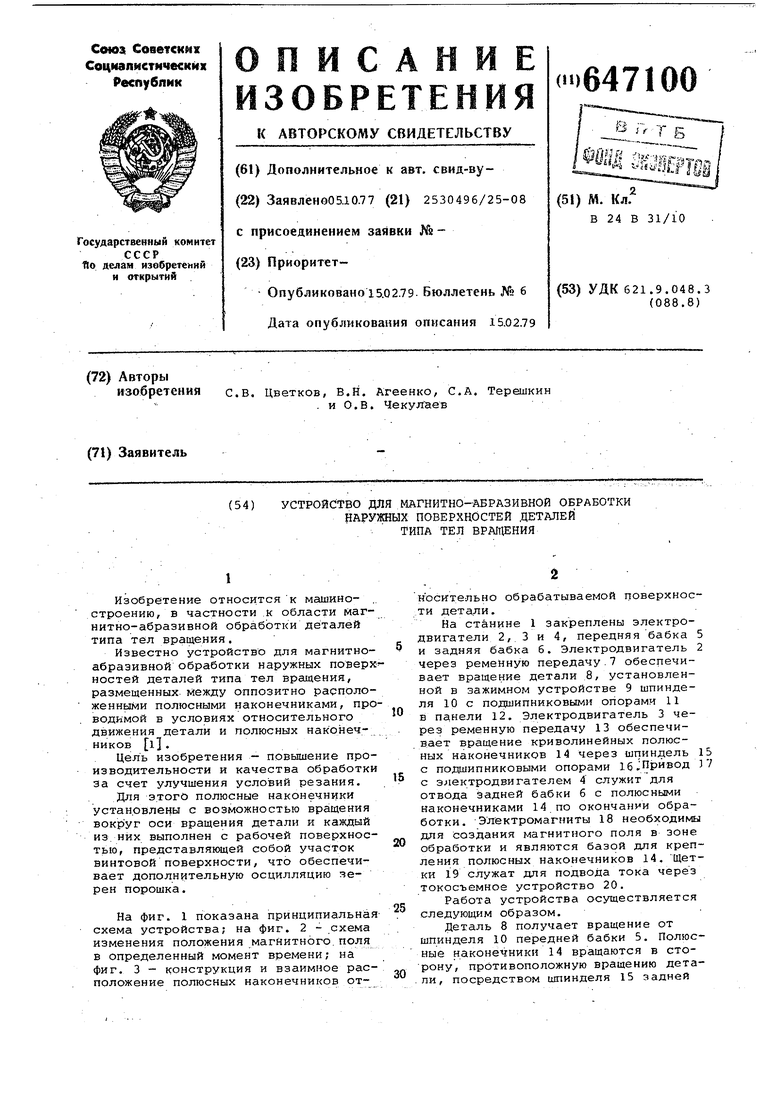
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| Устройство для получения магнитно- АбРАзиВНОгО пОРОшКА | 1979 |
|
SU821062A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1537486A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство для магнитно-абразивной обработки | 1974 |
|
SU495190A1 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1673410A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
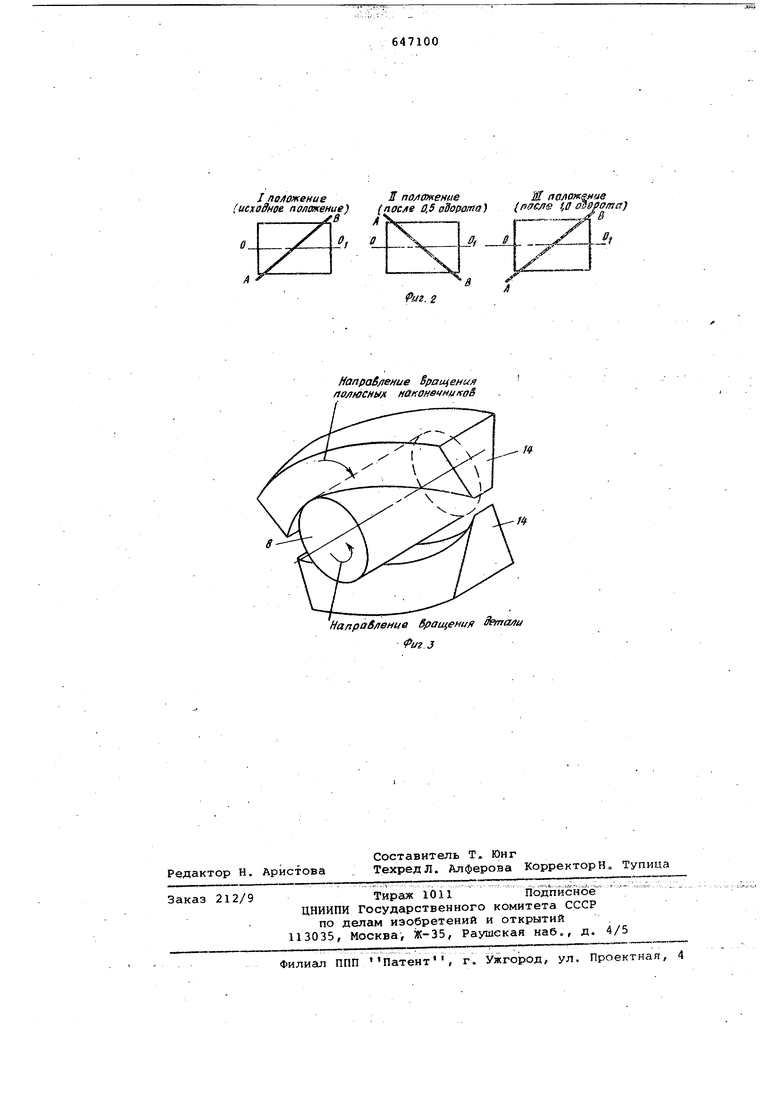
Направление ПО/1ЮСНЫЯ наконечников
HanpaS/iBHue Вращения fwa/fu Фиг 3
