I
Изобретение относится к металлообработке, а именно к холодной обработке металлов и сплавов способом пластической деформации, и Может быть использовано для упрочняющей и чистовой обработки внутренних поверхностей тел вращения.
В основном авт.св. № 514683 опйсана раскатка, с6сто5пцая из оправки и ряда деформирующих роликов, расположенных в чередующемся порядке под утлом й и 90 + об к оси оправки l ,
Недостатком этой onpasifH является недостаточная долговечность деформирующих роликов и неуд влетворительное качество поверхности обрабатываемой детали. Это обусловлено тем, что в процессе обработки возникает преждевременное усталостное выкрашивание на кромках торцов роликов, а на обрабатываемой поверхности отверстия появляется волнистость иэ-за неравенства заборных углов деформирующего ролика
Целью изобретения является повьппение долговечности деформирующих элементов и улучшение качества обрабагУ- ваемых изделий.Для ЭТОГО в предлагаемой раскатке на торцах деформирующих роликов вьь; полнены поднутрения.
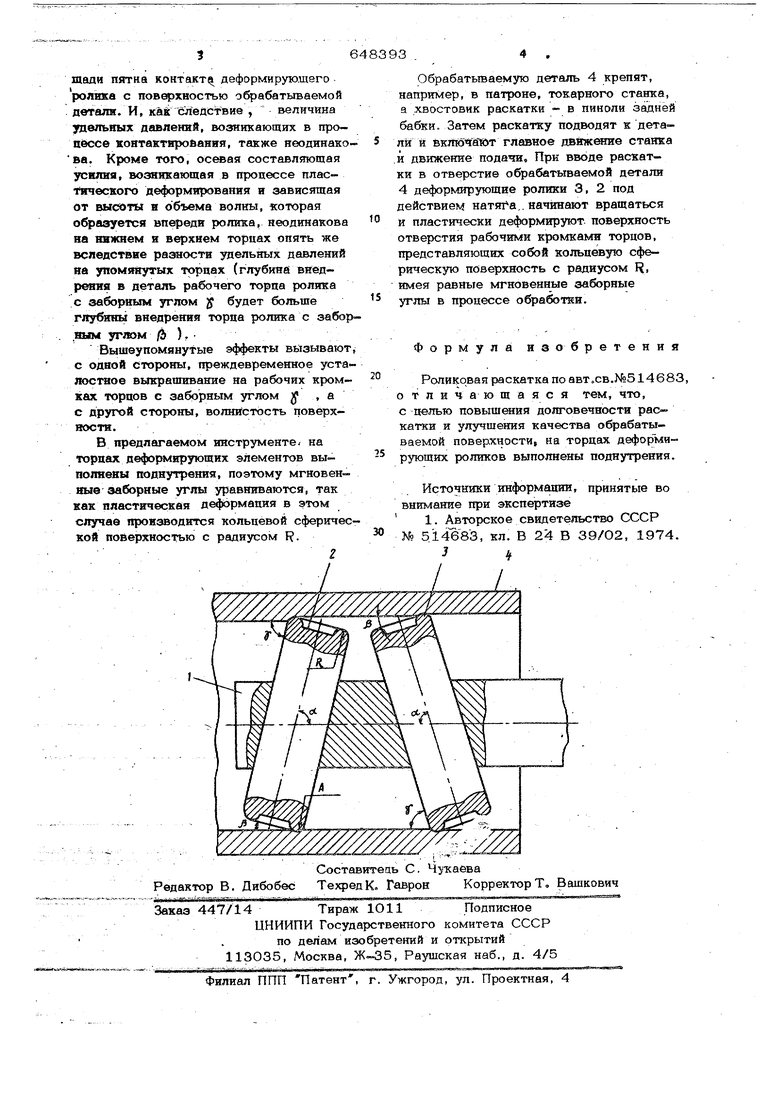
На чертеже изображена описываемая роликовая раскатка.
Раскатка содержит оправку 1, в отверстиях которой под углом rti к оси оправкя расположены деформирующие ролики 2,3, на торцах которых вьшолнены поднутрения и которые своими торцовыми кромками раскатывают отверстие детали 4.
Как видно из чертежа, заборные углы известной раскатки f и /Ь не равны
90°между собой: -i J в i оС , a--i /Ь - - об .В результате процесс пластического деформирования протекает неодинаково. Объясняется это тем, что торцы ролика, имея разные заборные углы, образуют соотйественно разные по пло-
щади пятна контакту деформирующего ролика с поверхностью обрабатьгоаемой детали. И, Kak слействие , величина уп&льтлк давлений, возникающих в пропессе яонтактиройания, также неодинакова. Кроме того, осевая составляющая усилия, возиикающая в процессе пласtinecKoro деформирования и зависящая от высоты и объема волны, которая образуется впереди ролика, неодинакова на нижнем и верхнем торцах опять же вследствие разности удельных давлений на упом51яутых торцах (глубинй внедрения в деталь рабочего торца ролика с заборным углом будет больше глубины внедрения торца ролика с забор.ным углом /S ),
Вышеупомянутые эффекты вызывают с одной стороны, преждевременное усталостное выкрашивание на рабочих кромках торцов с заборным , а с другой стороны, волнистость поверхности.
В предлагаемом инструменте- на торцах деформирующих элементов выполнены поднутрения, поэтому мгновенные заборные углы уравниваются, так как пластическая деф рмация в этом случае производится кольцевой сферической поверхностью с радиусом R.
рбрабатьгааемую деталь 4 крепят, например, в патроне, токарного станка, а .хвостовик раскатки - в пиноли задней бабки. Затем раскатку подводят к детали и вклйчаЮт главное двйжеш1е станка и движение подачи. При вводе раскатки в отверстие обрабатываемой детали 4 деформирующие ролики 3, 2 под действием натяга,, начинают вращаться и пластически деформируют, поверхность отверстия рабочими кромками торцов, представляющих собой кольцевую сферическую поверхность с радиусом R, имея равные мгновенные заборные углы в процессе обра&)ТЕИ.
Формула изобретения
Роликовая раскатка по авт.св.№514683 о тли чающаяся тем, что, с целью повышения долговечности раскатки и улучшения качества обрабатываемой повер.хности, на торцах дефор ми рующих роликов выполнены поднутрения.
Источ шши информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 514683, кл. В 24 В 39/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулируемая раскатка | 1981 |
|
SU956255A2 |
| МНОГОРЯДНАЯ РАСКАТКА | 1995 |
|
RU2095226C1 |
| Многороликовая раскатка | 1979 |
|
SU812541A1 |
| Роликовая раскатка | 1979 |
|
SU882730A1 |
| РОЛИКОВАЯ РАСКАТКА | 1989 |
|
SU1660325A1 |
| Раскатка для обработки конических поверхностей | 1990 |
|
SU1749008A1 |
| Устройство для обработки деталей поверхностным пластическим деформированием | 1980 |
|
SU905023A1 |
| УСТАНОВКА ДЛЯ РАСКАТКИ И СТАБИЛИЗАЦИИ ДОРОЖЕК КАЧЕНИЯ ШАРИКОВЫХ ПОДШИПНИКОВ | 2015 |
|
RU2611615C1 |
| ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 2005 |
|
RU2280526C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
-j:
Л.
