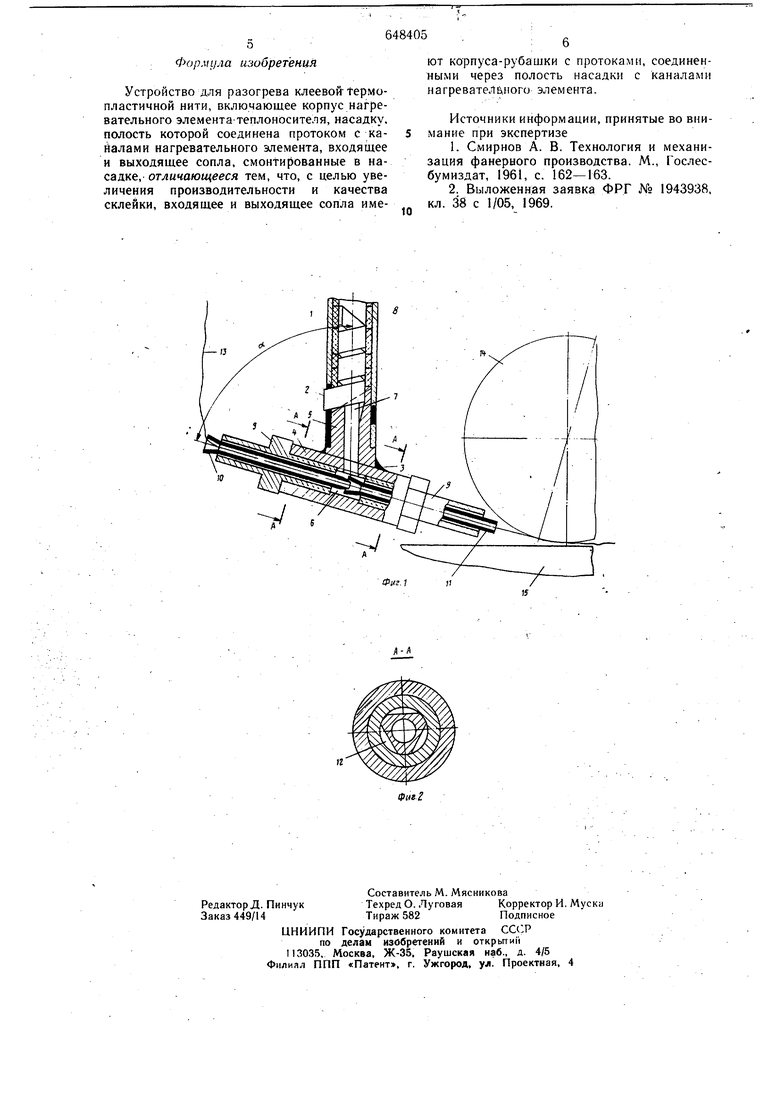
Путь в 20- - 25 мм составляст,.25. активного пути в сопловой части, где ййть разогревается. Для сохранения необходимого пластичного состояния термопластичного вещества нити перед прикаткой приходится повышать разогрев нити в сопловой части, что приводит к более быстрому нарушению проходимости после останова. Все эти недостатки вызывают простои оборудования и снижают производительность устройства. Целью изобретения является увеличение производительности и качества склейки. Это достигается тем, что сопловая часть устройства для разогрева выполняется с дополнительным обогревом. Дополнительный обогрев сопел осуществляете за счет того, что входящее и выходящее сопла монтируются в корпусах-рубащках, между бнутренними стенками которых и наружными стенками сопел устраивается проток, например, из трех каналов. При включении станка, а,следовательно, и включении потока теплоносителя, последний проходит по каналам межрубащечной полости, отдает часть своего тепла стенкам сопла и за 2-3 сек продувки восстанавливает проходимость сопловой части, не нарушая целостности нити и ее клеевых качесТв . .Совпадение осевой сопел и линии свободногопути клеевой нити на участке от выходного до прикатывающего устройства осуществляется соответствующим углом установки Корпуса насадки , определяемым при проектировании стенки. На фиг. 1 изображено устройство для разогрева термопластичной нити,разрез; на фиг. 2 -.сечение А-А на фиг . 1 (увеличено). ,... ; ... Устройство для разогревЯ термопластичной клеевой нити состоит из корпуса 1, нагревательного элемента 2, насадки 3, включающей корпус насадки 4 и стояк 5, полость 6 насадки 3 соединена протоком 7 с каналом нагревательного элемента 8 (в конкретном случае каналом является внутренняя полость спирали). В корпусе насадки 4 смонтированы на резьбе корпуса-рубашки 9 с протоками, в центра Льные отверстия которых запрессованы входящее сопло 10 и выходящее сопло П. Между корпусами-рубащками 9 и соплами 10 и 11 образованы каналы 12. Устройство для разогрева является принадлежностью станка или ручно;о приспособления, но и то и другое должно иметь устройство, прикатывающее клеевую нить 13 к материалу в виде ролика Г4 и опоры 15 (в зоне сопел 10 и 11 клеевая нить не показана). Воздух под давлением, проходя канал 8 нагревательного элемента 2, через проток 7 поступает и .полость6 насадки 3 подогретым до температуры плавления термопластичного вещества нити. Подогретый воздух из полости 6 благодаря избыточному давлению проходит по центральным отверстиям сопел 10 и II и по каналам 12, образованным корпусамирубашками 9 и соплами 10 и 11. Часть подогретого воздуха - теплоносителя, проходящего, по центральным отверстиям сопел 10 и 11, разогревает термопластичное вещество нити, которая роликом 14 прикатывается (приклеивается) к подаваемому под него материалу. Часть теплоносителя, проходящая поканалам 12, отдает часть своего тепла.соплам 10 и 11 ив периоды, когда по какой-то причине нарушена про.ходимость центральных отверстий сопел, застывщим в них термопластичным веществом; воспринятое ими тепло размягчает пробку термопластичного вен 1ества, а избыточное давление теплоносителя выталкивает ее из . Нарущается проходимость в основном в выходящем сопле II. Таким образом, пробка термопластичного вещества выталкивается по ходу процесса, при этом никаких отрицательных явлений не наблюдается. Корпус насадки 4 монтируется со стояком 5 под углом так, что направление выходящей из сопла 11 термопластичной нити является продолже.нием осевой сопел 10 и II. Угол а установки зависит от координат устлновки корпуса 1 по отношению к параметрам прикатывающего ролика 14. При расчете угла а осевая сопел И) и 11 должна быть касательной к цилиндрической поверхности ролика 14. В|)|полне1П1с этого условия способствует сохранению размягченного состояния термопластичного вещества нити, так как тёплоноситель будет обдувать нить вплоть до прикатыг аюп,ит() ролика 14. При выборе угла а следует учитывать, что.чс.м Польше этот угол, тем меньше контакт горячей нити с более холодным ролико.м 14 -- , явление способствует лучшей прйкйтке; нити к материалу - KpKTiepHeM выббра угла а. является конструктйвный размер по высоте установки Kopfiyca 1 по отношению к столу (опоре 15), чтрбь склеиваемый материал мог беспрепятственно проходить, не задевая за корпус насадки. 4 или, за другие выступающие дета-ТИ- .- . : По предварительным данным на станках г одним нагревательным устройством произнодительность с применением изобретения возрастает на 10-12%, а на станках типа РСП-10, г.ае до семи нагревательных устройств,значительно. Формула изобретения Устройство для разогрева клеевой tepMoп;1астичной нити, включающее корпус нагревательного элемента-теплоносителя, насадку, полость которой соединена протоком с кайалами нагревательного элемента, входящее и выходящее сопла, смонтированные в насадке, отличающееся тем, что, с целью увеличения производительности и качества склейки, входящее и выходящее сопла име6ют корпуса-рубащки с протоками, соединенными через полость насадки с каналами нагревательного элемента. Источники информации, принятые во внимание при экспертизе 1.Смирнов А. В. Технология и механизация фанерного производства. М., Гослесбумиздат, 1961, с. 162-163. 2.Выложенная заявка ФРГ № 1943938, кл. 38 с 1/05, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения торцовых кромок шпона | 1976 |
|
SU655526A1 |
| Станок для скрепления полос шпона вдоль волокон термопластичной нитью | 1983 |
|
SU1118526A1 |
| Устройство для непрерывного разогрева бетонной смеси | 1982 |
|
SU1031957A1 |
| Устройство для формирования клеевого шва | 1987 |
|
SU1470562A1 |
| Станок для скрепления полос шпона термопластичной нитью | 1990 |
|
SU1698057A1 |
| Установка для сушки рулонныхМАТЕРиАлОВ | 1977 |
|
SU805032A1 |
| Ребросклеивающий станок с продольной подачей полос шпона и склеиванием их термопластичной нитью | 1981 |
|
SU1027035A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПОЛУЧЕНИЯ ГРАНУЛ ИЗ НИТЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2009 |
|
RU2518608C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2213805C2 |
| ТЕПЛОПАРОГЕНЕРАТОР | 2003 |
|
RU2247280C1 |
V
. ))
