1
Изобретение относится к области переработки пластмасс и может быть использовано в литьевых мапшнах, снабженных устройствами для съема изделий, в машиностроении, химичес- кой промьшленности.
Цель изобретения - повышение производительности литьевой машины пут сокращения времени цикла ее работы.
На фиг. 1 показана литьевая маши на,, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I н фиг. 1; на фиг. А - схема съема отл того из-делия с литьевой машины.
Литьевая машина содержит станину переднюю неподвижную плиту 2, задню неподвижную плиту-цилиндр 3, колонны 4, промежуточную плиту 5 со штоком-поршнем 6, подвижную плиту 7 со штангой 8, установленные на про- межуточной плите 5 заслонку 9 и гид роцштиндры 10 ускоренного перемещения, основные штоки 11 которых прикреплены к подвижной плите 7, пресс-форму в виде пуансона 12 и матрицы 13, установленных соответственно на подвижной 7 и неподвижной 2 плитах, цилиндр 14 -пластикации. Гидроцилиндры 10, цилиндр 3 и заслонка 9 являются элементами механизма запирания.
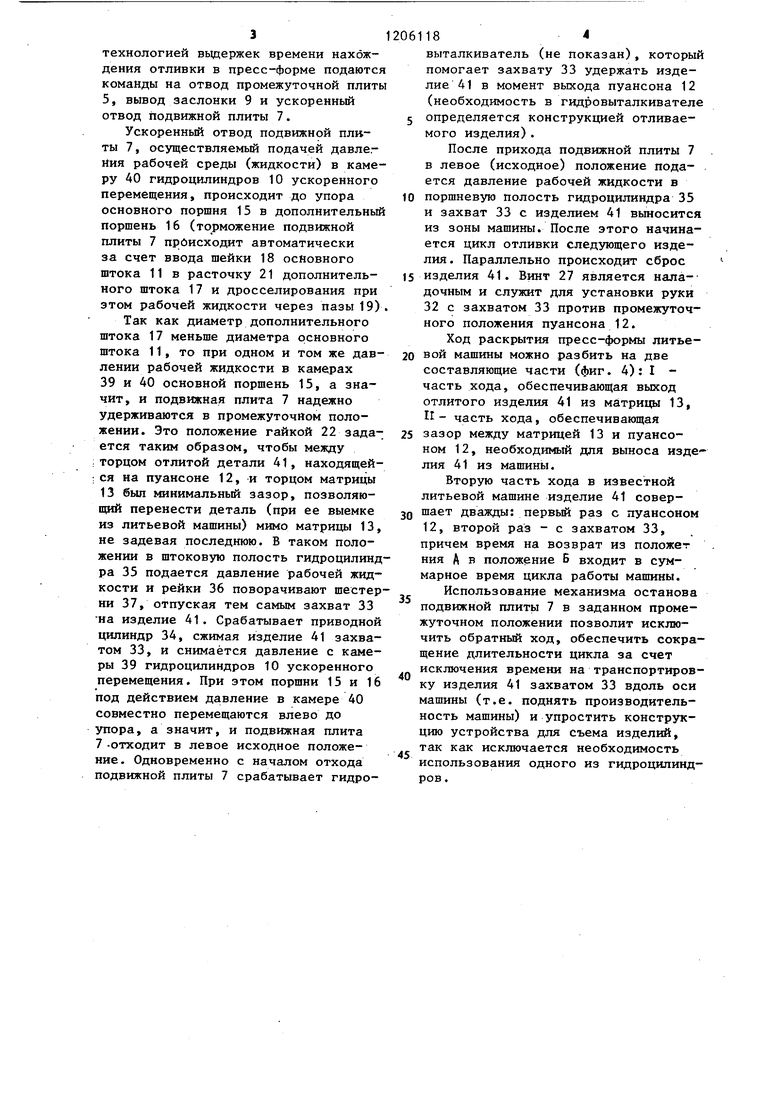
В гидроцилиндрах 10 ускоренного перемещения установлены основные поршни 15 и дополнительные поршни 16, закрепленнь1е на основных штоках 11 и дополнительных штоках 17 соответственно. Дополнительные поршни 16 и дополнительные штоки 17 являются элементами механизма останова подвижной плиты 7 в промежуточном положении. На основных штоках 11 выполнены шейки 18 и пазы 19. В каждом дополнительном штоке 17 имеются отверстие 20 и расточка 21 . На левом конце каждого дополнитель- ного штока 17 установлены гайка 22 с контргайкой 23. В каждом допол- нительном поршне 16 установлен обратный клапан 24, который пропускает рабочую среду (жидкость) только в одном направлении: из отверстия 20 в рабочую камеру 25, которая образована между торцами основного 15 и дополнительного 16 поршней.
На верхней плоскости передней неподвижной плиты 2 установлено устройство для съема изделий, состоящее из каретки 26, которая с
1Я:2 .
ПОМОЩЬЮ винта 27 и двух колонок 28 может перемещаться относительно стойки 29, закрепленной на передней неподвижной плите 2.
Каретка 26 рычагами 30 и 31 связана с рукой 32, на которой закреплен захват 33 с приводным цилиндром 34. На каретке 26 установлен привод перемещения руки 32, который состо- .ит из гидроципиндра 35, двух реек 36 и двух, соединенных с рычагами 30 и 31, зубчатых колес 37. В гидроцилиндрах 10 ускоренного перемещения между торцами дополнительных поршней 16 и фланцами 38 гидроцилиндров 10 размещена камера 39 для подачи рабочей среды от источника рабочей среды (не показан), а со стороны основного штока 11 в каждом гйдроцилиндре 10 ускоренного перемещения расположена камера 40 для рабочей среды.
Литьевая машина работает следующим образом.
В исходном положении (прессформа раскрыта, захват 33 выведен из зоны машины, порция расплава пластмассы в цилиндре 14 пластикации подготовлена) через отверстие 20 в дополнительном штоке 17 и обратный клапан 24 подается давление рабочей жидкости в рабочую камеру 25 гидроцилиндров 10 ускоренного перемещения . При этом подвижная плита 7 ускоренно перемещается вправо до соприкосновения пуансона 12 с матрицей 13 (для предотвращения удара предусмотрено торможение) .
Затем в образовавшуюся щель межд промежуточной плитой 5 и торцом штанги 8 вводится заслонка 9 и подается давление рабочей среды (жидкости) в поршневую полость плиты-цилиндра 3 создавая тем самым заданное усилие запирания пресс-формы.
С помощью механизма впрыска (не показан) производится впрыск расплава пластмассы из цилиндра 14 пластикации в полость, образуемую сомкнутыми пуансоном 12 и матрицей 13. Одновременно подается рабочее давление в камеру 39 цилиндров 10 ускоренного перемещения и снимается давление с рабочей камеры 25. При этом дополнительный поршень 16 перемещается в правое положение, регулируемое гайкой 22 и фиксируемое контргайкой 23. После окончания- заданных
31
технологией вьщержек времени нахождения отливки в пресс-форме подаются команды на отвод промежуточной плиты 5, вывод заслонки 9 и ускоренный отвод подвижной плиты 7.
Ускоренный отвод подвижной плиты 7, осуществляемый подачей давления рабочей среды (жидкости) в камеру 40 гидроцилиндров 10 ускоренного перемещения, происходит до упора основного поршня 15 в дополнительный поршень 16 (торможение подвижной плиты 7 происходит автоматически за счет ввода шейки 18 основного штока 11 в расточку 21 дополнительного штока 17 и дросселирования при этом рабочей жидкости через пазы 19) .
Так как диаметр дополнительного штока 17 меньше диаметра основного штока 11, то при одном и том же давлении рабочей жидкости в камерах 39 и 40 основной поршень 15, а значит, и подвижная плита 7 надежно удерживаются в промежуточном положении. Это положение гайкой 22 задается таким образом, чтобы между ; торцом отлитой детали 41, находящей- ;ся на пуансоне 12, и торцом матрицы 13 был минимальный зазор, позволяющий перенести деталь (при ее выемке из литьевой машины) мимо матрицы 13, не задевая последнюю. В таком положении в штоковую полость гидроцилиндра 35 подается давление рабочей жидкости и рейки 36 поворачивают шестерни 37, отпуская тем самым захват 33 на изделие 41. Срабатывает приводной цилиндр 34, сжимая изделие 41 захватом 33, и снимается давление с камеры 39 гидроцилиндров 10 ускоренного перемещения. При этом поршни 15 и 16 под действием давление в камере 40 совместно перемещаются влево до упора, а значит, и подвижная плита 7 -отходит в левое исходное положение. Одновременно с началом отхода подвижной плиты 7 срабатывает гидро06118
выталкиватель (не показан), который помогает захвату 33 удержать изделие 41 в момент выхода пуансона 12 (необходимость в гидровыталкивателе 5 определяется конструкцией отливаемого изделия).
После прихода подвижной плиты 7 в левое (исходное) положение подается давление рабочей жидкости в
10 поршневую полость гидроцилиндра 35 и захват 33 с изделием 41 выносится из зоны машины. После этого начинается цикл отливки следующего изделия . Параллельно происходит сброс
15 изделия 41. Винт 27 является наладочным и служит для установки руки 32 с захватом 33 против промежуточного положения пуансона 12.
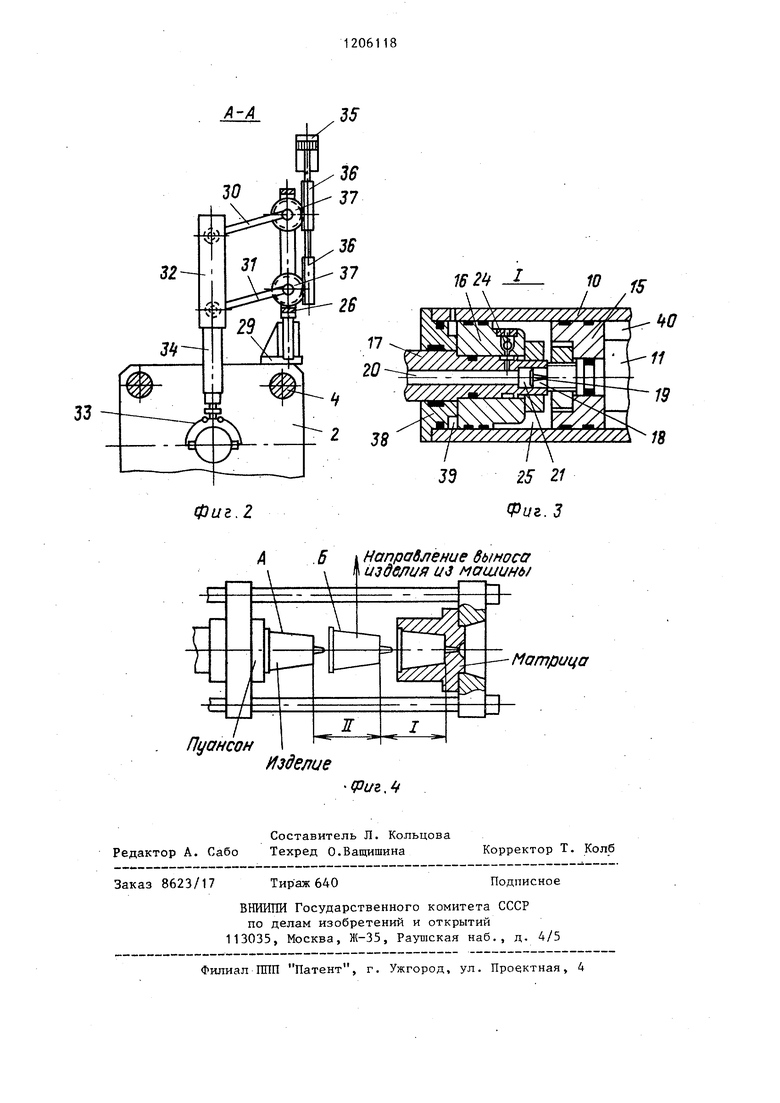
Ход раскрытия пресс-формы литье20 вой машины можно разбить на две составляющие части (фиг. 4): I - часть хода, обеспечивающая выход отлитого изделия 41 из матрицы 13, II - часть хода, обеспечивающая
25 зазор между матрицей 13 и пуансоном 12, необходимый для выноса изделия 41 из машины.
Вторую часть хода в известной литьевой машине изделие 41 совер3Q шает дважды: первый раз с пуансоном 12, второй раз - с захватом 33, причем время на возврат из положат ния А в положение Б входит в суммарное время цикла работы машины. Использование механизма останова подвижной плиты 7 в заданном промежуточном положении позволит исключить обратный ход, обеспечить сокращение длительности цикла за счет исключения времени на транспортировку изделия 41 захватом 33 вдоль оси машины (т.е. поднять производительность машины) и упростить конструкцию устройства для съема изделий, так как исключается необходимость использования одного из гидроцилиндров.
40
45
А-А
33
фиг.2
/y/ ///////77k //////)t
IB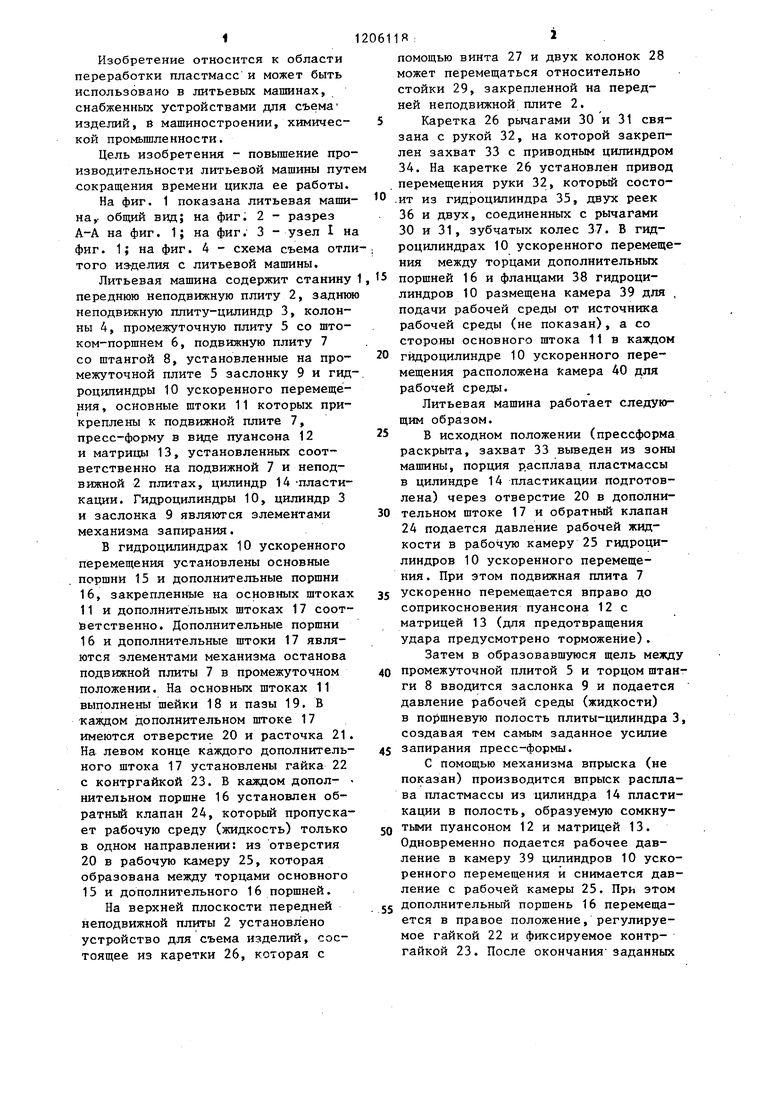
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Механизм впрыска литьевой машины | 1977 |
|
SU654437A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1988 |
|
SU1608071A1 |
| Литьевая машина | 1973 |
|
SU729079A1 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| Технологический ротор роторной машины | 1990 |
|
SU1750959A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий | 1979 |
|
SU797884A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1978 |
|
SU763127A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| ЧЕРВЯЧНЫЙ ЛИТЬЕВОЙ ПРЕСС | 1967 |
|
SU223295A1 |

Изделие
Составитель Л. Кольцова Редактор А. Сабо Техред О.Ващишина Корректор Т. Колб
Заказ 8623/17
Тираж 640
ВНИИТШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
-.и«и--.в-. --- ----- - - -- ----.- --«. -- . - -
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
(риг. 4
Подписное
| Устройство для сбрасывания пластмассовых изделий с выталкивателей литьевой машины | 1975 |
|
SU552210A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая машина | 1976 |
|
SU648426A1 |
| Солесос | 1922 |
|
SU29A1 |
