1
Изобретение отнсх:ится к обработке металлов дпвле 1ием, в частности. к конструкции прокатных клетей.
Известна гидростатическая опора бочки прокатного валка содержащая полувкладыш гидростатического подшипника и механизм поджатия полувкладыиа в виде гидроцилиндра с обратным клапаном.
С целью точной установки рабочего зазора в гидростатическом подшипнике обратный клапан механизме поджатия выполнен в виде клапана последовательного включения с заданным в зависимости от требуемой величины рабочего зазора рабочим ходом.
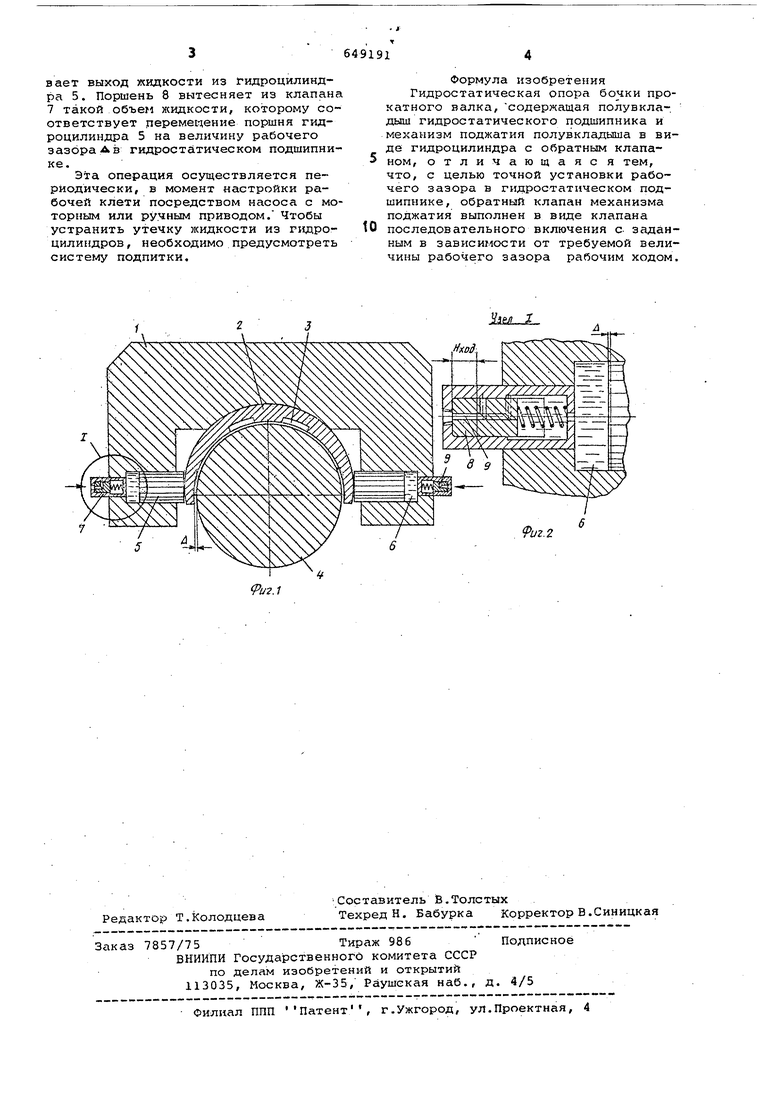
На фиг. 1 изображена гидростатическая опора бочки прокатного валка, разрез; на фиг.2 - узел 1 на фиг.1 (обратный клапан последовател ного включения с заданным рабочим ходом).
В балке 1 расположен полувклаДыш 2 с гидростатическими карманами 3,в которые подается смазка под давлением. Чтобы обеспечить необхох1имый рабочий зазорД в гидростатическом подшипнике, в зависимости от 1иаметра перешлифованного валка 4, полувкладьпа 2 поджимают с обеих :сторон ги
роцилиндры 5, в рабочие полости Ь которых подается под давлением Ж1щкость через обратный клапан 7 последовательного включения. Подвижный поршень 8 с каналами 9 клапана 7 обе печивает подвод жидкости в гидроцилиндры 5,
Устройство работает следующим образом,
Предварителыю перед ;прокаткой гидростатической опоре задают усилие, равное примерно половине давления металла на валки, при этом в карманы 3 полувклалыша 2 подается смазка, обеспечивакяцая гидростатическое разделение поверхностей трения. Затем в клапан 7 подается под давлением жидкость, которай перемещает поршень 8 на величину хода Н такйм образом, что рабочая полость 6 гидроцилиндров 5 соединяется через каналы с гидросистемой(на чертеже не показана). Давлением в цилиндрах 5 кромки полувкладыша 2 по джимаются к бочке прокатного валка 4 до соприкосновения с ним. После этого давление в гидросистеме сбрасываеся, и поршень 8 клапана 7 под давлением в рабочей полости 6 перемещается на величину хода Н и перекрывает выход жидкости из гидроцилиндра 5. Поршень 8 вытесняет из клапана 7 такой объе жидкости, которому соответствует перемещение поршня гидроцилиндра 5 на величину рабочего зазора А в гидростатическом подшипнике.
Эта операция осуществляется периодически, в момент настройки рабочей клети посредством насоса с моторньм или ручным приводом. Чтобы устранить утечку жидкости из подроцилиндров, необходимо предусмотреть систему подпитки.
Формула изобретения Гидростатическая опора бочки прокатного валка, содержащая полувклаЛЫ111 гидростатического подшипника и механизм поджатия полувкладыша в виде гидроцилиндра с обратным клапаном, отличающаяс я тем, что, с целью точной установки рабочего зазора в гидростатическом подшипнике, обратный клапан механизма поджатия выполнен в виде клапана последовательного включения с заданным в зависимости от требуемой величины рабочего зазора рабочим ходом.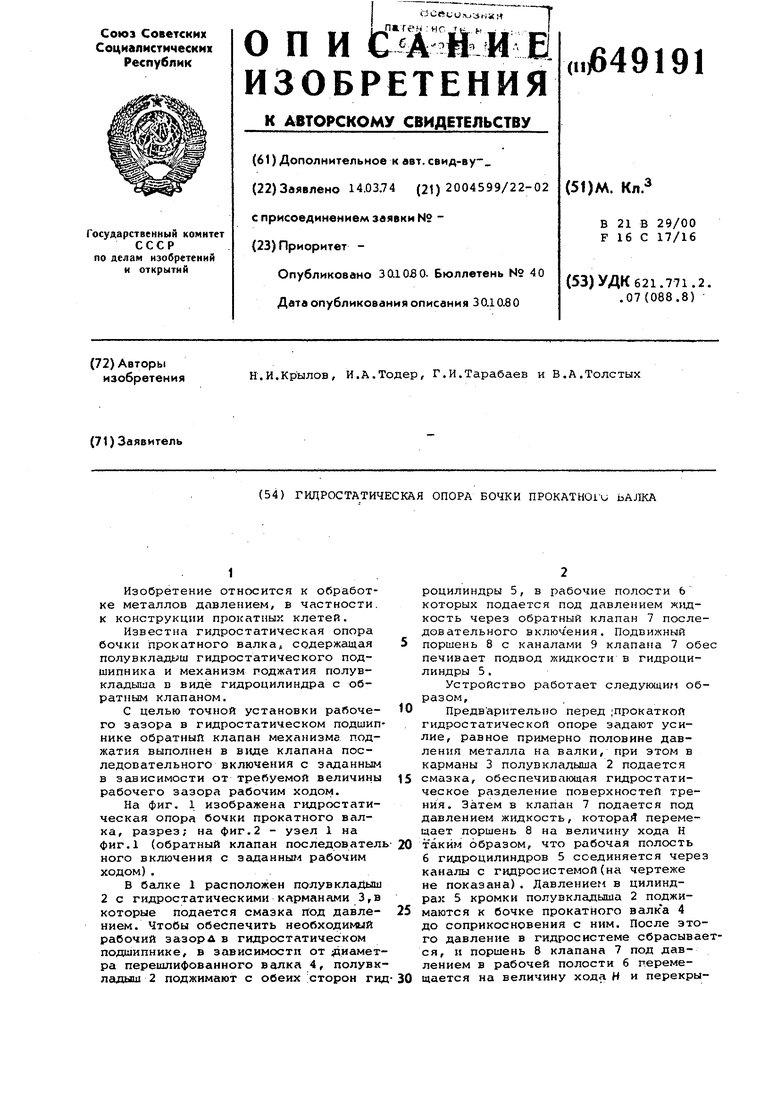
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорное устройство бочки прокатного валка | 1974 |
|
SU645316A1 |
| Прокатная клеть | 1979 |
|
SU804019A1 |
| Опорное устройство прокатного валка | 1975 |
|
SU895568A1 |
| Устройство для установки и стабили-зАции PACTBOPA ВАлКОВ пРОКАТНОйКлЕТи | 1979 |
|
SU845913A1 |
| Гидростатодинамический подшипникдля ВАлКОВ пРОКАТНыХ CTAHOB | 1979 |
|
SU810315A1 |
| Узел валка рабочей клети | 1980 |
|
SU994067A1 |
| Опорное устройство прокатного валка | 1980 |
|
SU975126A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2152832C1 |
| Устройство дополнительного изгиба рабочих валков прокатной клети кварто | 1977 |
|
SU789178A1 |
Улет I
