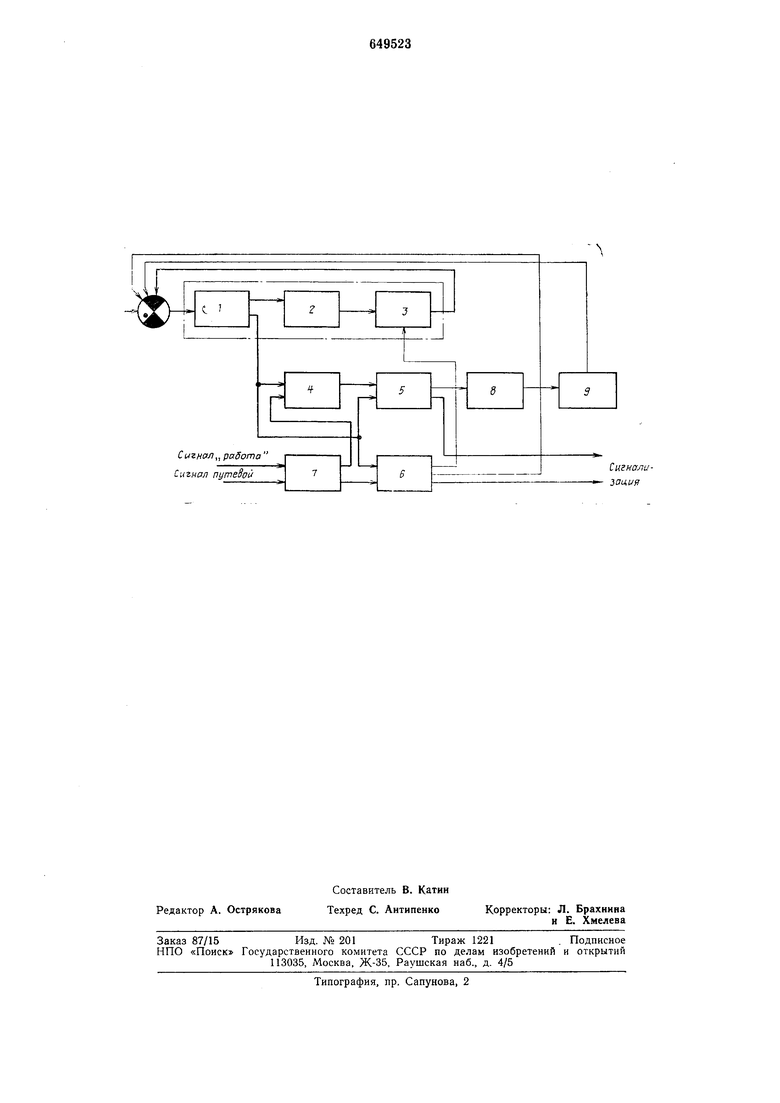
Устройство работает следующим образом. По команде с реле, включающего сварочный ток, устройство начинает действовать. Программатор 7 разделяет время сварки на три цикла контроля: предварительный подогрев, оплавление, осадка. По окончании контроля предварительного подогрева начинается контроль оплавления. Контроль оплавления заканчивается по сигналу с конечного выключателя, и начииается цикл коитроля осадки. В процессе контроля каждого из трех циклов программатор 7 вырабатывает импульсы различной протян :енности. В первом и втором циклах контроля они равны между собой, а при контроле осадки время каждого импульса равно полупериоду. Время коитроля импульсов коротких замыканий в каждом из трех циклов определяется технической целесообразностью. При возиикновении импульса короткого замыкапия срабатывает фиксатор имиульсов коротких замыканий 1, который выдает сигнал в цепь управления, т. е. через интегратор 2 на релейно-механическую систему блока регулирования скорости перемещения подвижного корпуса 3. Одновременно сигнал поступает на контроль действующего значения импульса тока и на контроль времени существования этого импульса. При этом блок 5 контролирует только сформированные импульсы, т. е. контроль проводится через оиределенное время, устанавливаемое с помощью реле времени 4. Контроль времени импульсов коротких замыканий с помощью блока 6 проводится без задержки - с момента возникновения импульса и до его окончания путем счета импульсов, выработанных программатором 7. В тех случаях, когда импульс тока или времени его существования выйдет за установленные пределы, устройство выдает сигнал. Предлагаемое устройство может быть выполнено в виде полностью замкнутой автоматической системы с использованием самодцагностического контроля. Для этого блок контроля длительности коротких замыканий 6 связан с блоком регулирования скорости подвижного корпуса и с силовым контактором, а блок контроля действующего значения тока - с компенсатором 8 н фазорегулятором 9. В этом случае блок контроля длительности коротких замыканий 6 будет дополнительно выдавать команду на изменение скорости подвижного корпуса при достижении установленной величины времени импульса короткого замыкания, а в процессе осадки будет отключать сварочный ток. При этом время фактического существованИй импульса тока короткого за мыкания будет фиксироваться, как и в первом случае. Действующее значение импульса тока короткого замыкания с помощью компенсатора 8 и фазорегулятора 9 будет удерживаться на заданном уровне. Для повышения эффективности использования контрольно-управляющих устройств при сварке звеньев цепей предлагаемое устройство содержит общий для управляющего процессом сварки и контрольного блока фиксатор импульсов коротких замыканий, соединенный с блоками управления и контроля, программатор контроля времени коротких замыканий при предварительном подогреве, оплавлении и осадке. Комионовка блоков управления и контроля в единую систему создает эффект, при котором отключение контрольного блока становится невозможным без отключения управляющего блока. Таким образом обеспечивается надежный контроль сварки всех без исключения изделий. Основная область применения предлагаемого устройства - контроль сварки звеньев высокопрочных цепей. Однако это устройство может конструировать любой процесс сварки оплавления с иредварительным подогревом и управлять им. Формула изобретеиия Устройство для управления и контроля процессом контактной стыковой сварки оплавлением с нредварительным подогревом, содержащее программатор, блок обратной связи по сварочному току, состоящий из фиксатора импульсов короткого замыкания, выход которого через интегратор соединен с блоком регулирования скорости перемещения подвижного корпуса, блок контроля действующего значения тока и длительности импульсов тока короткого замыкания, о тл и чающееся тем, что, с целью повышения эффективности использования устройства, оно снабжено реле времени, фиксатор импульсов коротких замыканий снабжен вторым выходом, причем этот выход соединен через реле времени с блоками контроля действующего значения импульсов тока короткого замыкания и времени импульсов короткого замыкания, а входы этих блоков связаны с выходом программатора. Источники информации, принятые во внимание при экспертизе 1. Патон Б. Е., Лебедев В. К. Электрооборудование для контактной сварки. М., «Машиностроение, 1969, с. 227-233. Сигнал путеЗой Сигнализация
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Способ контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1985 |
|
SU1465217A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением | 1987 |
|
SU1412910A1 |
| Устройство для автоматического управления приводом перемещения подвижной плиты стыкосварочной машины | 1982 |
|
SU1013167A1 |
| Способ контактной стыковой сварки оплавлением | 1982 |
|
SU1092018A1 |
| Устройство контроля и управления процессом контактной стыковой сварки | 1986 |
|
SU1344545A1 |
| СПОСОВ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU202379A1 |