Сердечник 4 в свою очередь намагничивает металлический ведущий круг 3, который приобретает свойство притягивать ферромагниевые детали 1, что влечет за собой увеличение силы трения между деталью 1 и ведущим кругом 3.
До подачи электрического тока в катущки 5 электромагнита вращающийся ведущий круг 3 не может придать вращение обрабатываемой детали 1, так как сила трения между ними недостаточна.
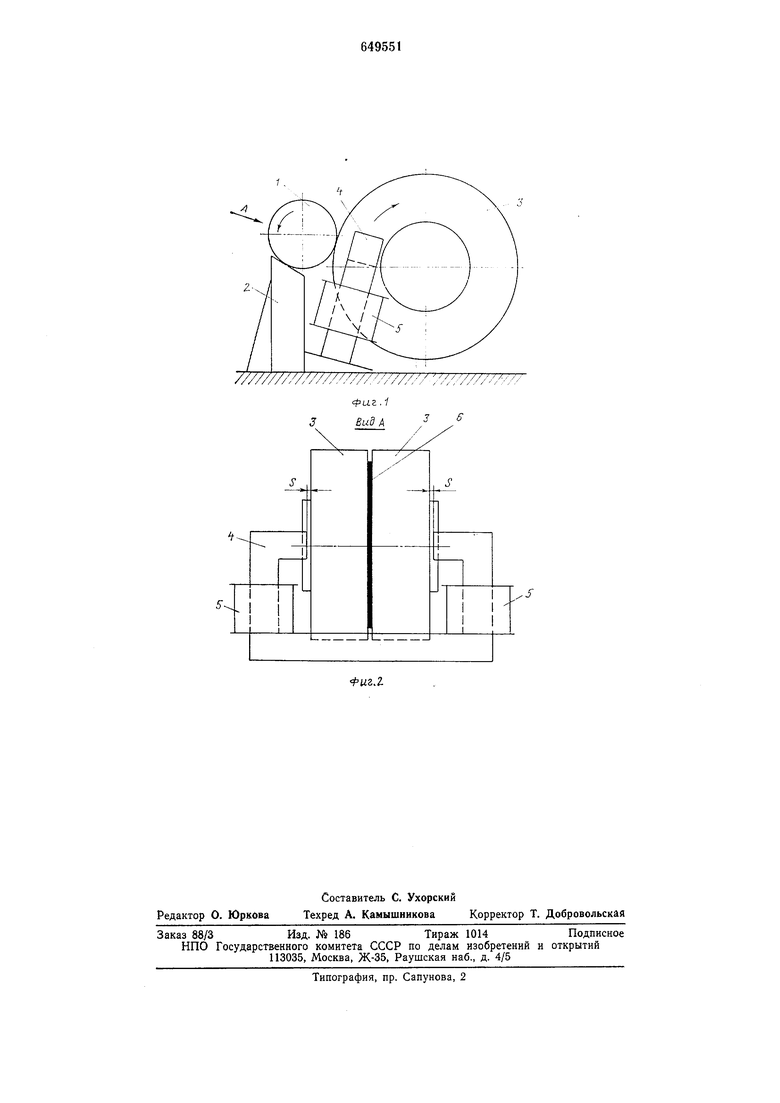
Намагниченный с помощью электромагнита (или постоянного матнита) ведущий круг 3 притягивает к себе деталь 1, а увеличившаяся сила взаимодействия увеличивает силу трения между деталью и ведущим кругом, которая заставляет вращаться деталь на опорном ноже 2 до касания с ней шлифовального круга (не показан).
Представленная на чертеже схема бесцентрового шлифования с использованием устройства для вращения детали наиболее рациональна для врезного шлифования. В данном случае ведущий круг 3, выполненный в виде двух частей с прокладкой 6 между ними, позволяет уменьшить мощность источников намагничивания при той же силе прижатия за счет того, что магнитные силовые линии, проходя зазор 5, а затем оба диска ведущего круга 3 замыкаются на детали 1, или увеличить силу прижатия детали к ведущему кругу прИ той же мощности источников намагничивания. При врезном методе шлифования возможно включение электромагнитов только до начала обработки и выключение их с ее началом.
Пеобходим.ая степень намагничивания ведущего круга 3 увеличивается с уменьщением угла опорного ножа 2, с увеличением веса обрабатываемой детали 1, с уменьшением коэффициента трения между деталью 1 и ведущим кругом 3.
Мощность применяемых постоянных магнитов или электромагнитов зависит от необходимой степени намагничивания ведущего круга 3, материала и габаритов ведущего круга, зазора 5 между ведущим кругом 3 и сердечником 4 электромагнита. В случае необходимости получения высокой точности обработки ведущий круг 3 необходимо подвергать очистке от металлических частиц, которые увлекаются намагниченным ведущим кругом, с помощью известных устройств, например, используемых в магнитных сепараторах для очистки
сож.
Принцип действия описанного устройства легко проверяется непосредственно с
помощью круглого магнита и, например, стальной круглой детали примерно одинаковых размеров при их взаимодействии перифериями цилиндрических поверхностей. Придавая вращение магниту, деталь, с ним
-взаимодействующая,, также приходит во вращение.
Изобретение позволяет повысить устойчивость вращения детали до касания с шлифовальным кругом.
Формула изобретения
1.Устройство для бесцентрового шлифования, содержащее шлифовальный круг,
опорный «ож, металлический ведущий круг и магнит для увеличения прижима обрабатываемой детали к ведущему кругу, отличающееся тем, что, с целью упрощения очистки ведущего крута от щлама,
магнит выполнен подковообразным и установлен с возможностью охвата ведущего круга с двух сторон вблизи зоны контакта с обрабатываемой деталью.
2.Устройство по п. 1, отличающееся тем, что ведущий круг выполнен в виде
двух дисков с прокладкой между ними.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 49931, кл. В 24В 5/32, 1936.
///////////////////./////// JВид
. / 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесцентрового шлифования | 1981 |
|
SU1000239A1 |
| Устройство для наружного бесцентрового шлифования | 1985 |
|
SU1313658A2 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| Способ безцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1980 |
|
SU905002A2 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СПОСОБ И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2013 |
|
RU2638478C2 |
| Устройство для бесцентрового шлифования ступенчатых валов | 1981 |
|
SU963814A1 |
| Устройство для бесцентрового шлифования изделий различного диаметра | 1990 |
|
SU1784105A3 |
| Устройство для наружного бесцентрового резьбошлифования | 1984 |
|
SU1238948A1 |
.5
